
جوشکاری لیزری با موج پیوسته CW laser welding
جوشکاری لیزری با موج پیوسته
۱.مقدمه
همانطور که در بخش عملکرد دستگاه لیزر اشاره شد، عملکرد موج پیوسته (CW) به این معنی است که لیزر روشن است و تا زمانی که خاموش شود روشن باقی می ماند. حداکثر توان خروجی از لیزر CW برابر با توان متوسط آن است. بنابراین، یک لیزر 1 کیلو وات CW تنها می تواند حداکثر توان 1 کیلووات را تولید کند. این در تضاد با لیزر پالسی است که می تواند توانی چند برابر میانگین آن تولید کند.
لیزر CW برای سرعت و نفوذ استفاده می شود، برخلاف لیزر پالسی مورد بحث در بخش پارامتر های لیزرپالسی، که در درجه اول برای کاربردهای ظریف استفاده می شود. لیزرهای حالت CW می توانند فیبر یا دیود باشند و می توانند در حالت سوراخ کلید/نفوذ یا هدایت، همانطور که در بخش مکانیزم جوش لیزری توضیح داده شد، استفاده شوند.
۲.جوشکاری سوراخ کلید/نفوذی
همانطور که در بخش مکانیزم جوش لیزری اشاره کردیم ، اگر چگالی توان لیزر به بالای 106 وات بر متر مکعب (W/cm2) افزایش یابد، لیزر ماده را فراتر از نقطه تبخیر آن گرم میکند و منجر به ایجاد یک عنصر تبخیر شده به نام “سوراخ کلید” میشود. به داخل قطعه کار نفوذ می کند. سوراخ کلید دو شرایط کلیدی پردازش را فراهم می کند. اولین مورد این است که تقریباً 100 درصد جذب نیروی لیزر (بدون توجه به جذب فلز جامد) را امکان پذیر می کند. دوم این است که سوراخ کلید مانند یک مجرا عمل می کند، شبیه به یک لوله نور، و انرژی لیزر را به طور موثر به مواد می رساند.
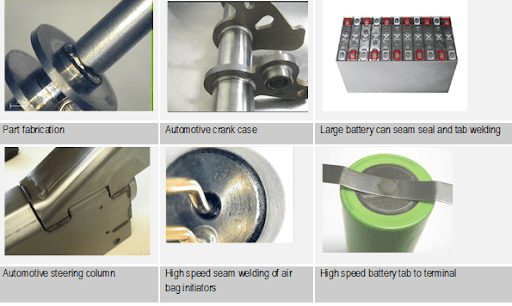
راندمان بالای حالت سوراخ کلید در ایجاد عمق می تواند در سراسر محدوده عمق جوش استفاده شود. به عنوان مثال می توان به جوشکاری با سرعت بالا زبانه های نازک باتری، یا جوش های بسیار عمیق تر برای بسیاری از اجزای قطار قدرت خودرو، مانند گیربکس ها و مبدل های گشتاور اشاره کرد.
شکل زیر نگاه دقیق تری به فرآیند از جمله ستون جوشکاری، جریان سیال فلز مذاب و پایداری سوراخ کلید ارائه می دهد. همچنین عناصر فرآیند جوشکاری سوراخ کلید/نفوذ را نشان می دهد، از جمله فلش هایی در حوضچه مذاب که جریان سیال را نشان می دهد و در سوراخ کلید فشار بخار را نشان می دهد.
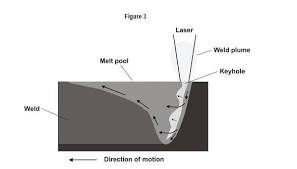
جوشکاری سوراخ کلید تعادل بین نیروهای سیال حوضچه مذاب و فشار بخار سوراخ کلید است. شایان ذکر است که این یک وضعیت بسیار پویا است و شکل سوراخ کلید به سرعت در حال تغییر است. جوشکاری قابل اعتماد زمانی حاصل می شود که تعادل پایدار باشد، البته با واریانس های موضعی.
۳.پارامترهای لیزر موج پیوسته
با لیزرهای CW، سه پارامتر لیزر مورد توجه عبارتند از: اندازه نقطه نوری، کیفیت پرتو و قدرت. اولین و آخرین مورد آشناترین آنها هستند، اما انتخاب کیفیت پرتوی خاص با وضوح، به جای صرفاً گاوسی یا صفحه تخت، یک مفهوم جدیدتر است.
۱.۳اندازه نقطه نوری
لیزرهای CW توان اوج بالای لیزر پالسی را ندارند، بنابراین اندازه نقطه نوری برای اطمینان از چگالی توان کافی برای جوشکاری کوچکتر است. در بیشتر کاربردهای جوشکاری از اندازه نقطه نوری در حدود 0.003-0.015 اینچ (0.05-0.3 میلی متر) استفاده می شود. هنگامی که به اندازه های نقطه واقعا کوچک نیاز است، ممکن است از لیزر تک حالته استفاده شود که می تواند اندازه نقطه نوری حدود 0.001 اینچ (0.025 میلی متر) را ارائه دهد.
۲.۳ کیفیت پرتو قابل انتخاب
کیفیت پرتو، که عدد M2 نیز نامیده میشود، به این اشاره دارد که لیزر چقدر میتواند فوکوس شود و توزیع مقطع چگالی توان را از طریق پرتو مشخص میکند. به بیان ساده، مقدار M2 مقایسه لیزر با لیزر کامل با حالت گاوسی خالص است.
لیزر تک حالته و لیزر چند حالته که در بخش 1.4.2.3 تعریف شدهاند، در دو انتهای طیف M2 قرار دارند. لیزر “کامل” دارای مقدار M2 1، لیزر تک حالته دارای M2 1.1-1.3، و لیزرهای چند حالته دارای مقدار M2 بزرگتر از 2 هستند.
ممکن است کسی این سوال را بپرسد: “آیا یک تیر عالی تر همیشه بهتر نخواهد بود؟” پاسخ “نه!” در جوشکاری لیزر افزایش نفوذ و سرعت ارتباط مستقیمی با کیفیت بهتر پرتو دارد. با این حال، پایداری جوش و تطبیق تحمل قسمت یا موقعیت به نفع کیفیت تیر کمتر است. بنابراین، برای هر فرآیند تولید معین، کاربران باید تعادلی بین عملکرد جوش، کیفیت جوش و اندازه پنجره فرآیند پیدا کنند. لازم به ذکر است که همیشه گزینه کاهش کیفیت پرتو برای مطابقت با کاربرد وجود دارد، اما پس از خروج لیزر از ژنراتور لیزر، افزایش کیفیت غیرممکن است.
تمام جوشها در فولاد ضد زنگ با ضخامت 0.06 اینچ نشان داده شدهاند – (الف) نشاندهنده یک لیزر فیبری تک حالته 500 وات با مقدار M2 1.2 در 300 اینچ در دقیقه (IPM) با اندازه نقطه 30 میکرون است. (ب) یک لیزر چند حالته 700 وات با مقدار M2 15 در 100 IPM با اندازه نقطه 150 میکرون را نشان می دهد. و (ج) یک لیزر فیبر چند حالته 1 کیلوواتی با مقدار M2 15 در 80 IPM با اندازه نقطه 250 میکرون را نشان می دهد. شکی نیست که نفوذ و سرعت لیزر تک حالته چشمگیر است.
با این حال، این به هندسه های جوشکاری لبه ای قطعاتی که به اتصال بیش از مقاومت مکانیکی نیاز دارند محدود می شود. از دیدگاه اقتصادی، استفاده از لیزر با توان کمتر همیشه هدف است، زیرا هزینه سرمایه کمتر، بازگشت سرمایه (ROI) بیشتری را فراهم می کند.

برای جوشکاری میکرو نقطه ای کوچک، قطر جوش مورد نیاز معمولاً کمتر از 100 میکرون (0.004 اینچ) است و کیفیت پرتو بالا ضروری است. در بسیاری از موارد، این کاربردها به یک نقطه متمرکز در حدود 30 میکرون (0.0012 اینچ) نیاز دارند، که از کیفیت پرتو پایینتر جلوگیری میکند.
۳.۳قدرت لیزر
توان یکی از پارامترهای لیزر اولیه برای لیزرهای CW است. این بخش یک راهنمای کلی در مورد تأثیر افزایش قدرت بر ابعاد جوش همراه با قدرت در مقابل سرعت ارائه می دهد. دادهها فقط برای مرجع ارائه شدهاند و با استفاده از تنظیمات نوری رایج و مقادیر کیفیت پرتو برای این نوع جوشها انتخاب شدهاند.
۴.نمونه هایی از جوشکاری لیزری CW
۵. جوشکاری هدایتی
جوش رسانایی همانطور که در بخش مکانیزم جوش لیزری توضیح داده شد در چگالی توان بسیار کمتری نسبت به جوشکاری سوراخ کلید رخ می دهد. برخلاف ماهیت دینامیکی جوشکاری سوراخ کلید، جوش رسانایی یک گزینه جوشکاری بسیار پایدار ارائه می دهد. جوش رسانایی اغلب به دلیل نیاز به کیفیت های زیبایی شناختی یا اجتناب از ذرات تولید شده توسط جوشکاری سوراخ کلید انجام می شود.
هنگامی که بر روی فولاد ضد زنگ استفاده می شود، جوش رسانایی حاصل ظاهری بسیار صاف و بسیار زیبا دارد که می تواند روی سطح قسمت خارجی استفاده شود. در آب بندی درز جوش باتری، برخی از سازندگان از جوش رسانایی استفاده می کنند تا اطمینان حاصل شود که هیچ ذره ای نمی تواند وارد حجم داخلی باتری شود.
لیزر پالسی VS لیزر CW
تعریف و اصل
1. اگر یک مدولاتور برای ایجاد افت دوره ای به لیزر اضافه شود، می توان بخشی از خروجی را از تعداد زیادی پالس انتخاب کرد که به آن لیزر پالسی می گویند. به زبان ساده، نور لیزر ساطع شده توسط لیزر پالسی پرتو به پرتو است. یک فرم مکانیکی مانند موج (موج رادیویی/موج نور و غیره) است که همزمان ساطع می شود.
2. در لیزر CW، نور به طور کلی یک بار در یک رفت و برگشت در حفره خروجی می شود. از آنجایی که طول حفره عموماً در محدوده میلی متر تا متر است، می تواند بارها در ثانیه خروجی داشته باشد که به آن لیزر موج پیوسته می گویند. به زبان ساده، لیزر CW به طور مداوم ساطع می کند. منبع پمپ لیزری به طور مداوم انرژی برای تولید خروجی لیزر برای مدت طولانی فراهم می کند و در نتیجه نور لیزر موج پیوسته را به دست می آورد.
ویژگی ها
1. از طریق تحریک ماده کار و خروجی لیزر مربوطه، لیزر CW می تواند در یک حالت پیوسته برای مدت زمان طولانی ادامه یابد. .
2. لیزر پالس قدرت خروجی زیادی دارد. این برای علامت گذاری لیزری، برش، محدوده و غیره مناسب است. مزیت این است که افزایش دمای کلی قطعه کار کم است، محدوده متاثر از حرارت کم است و تغییر شکل قطعه کار کوچک است.
مشخصه
1. لیزر موج پیوسته حالت کار پایدار دارد یعنی حالت پایدار. تعداد ذرات هر سطح انرژی در لیزر CW و میدان تابش در حفره توزیع پایداری دارند.
2. لیزر پالسی به لیزری اطلاق می شود که عرض پالس یک لیزر آن کمتر از 0.25 ثانیه است و فقط یک بار در یک بازه زمانی مشخص کار می کند.
روش های کار
1. حالت کار لیزر پالسی به حالتی اطلاق می شود که در آن خروجی لیزر ناپیوسته است و فقط یک بار در یک بازه زمانی مشخص کار می کند.
2. حالت کار لیزر موج پیوسته به این معنی است که خروجی لیزر پیوسته است و پس از روشن شدن لیزر، خروجی قطع نمی شود.
توان خروجی
1. لیزر پالسی توان خروجی زیادی دارد.
2. توان خروجی لیزرهای موج پیوسته عموماً نسبتاً کم است.
اوج قدرت
1. لیزرهای CW به طور کلی فقط می توانند به اندازه قدرت خود دست یابند.
2. لیزر پالسی می تواند چندین برابر قدرت خود را به دست آورد. هرچه عرض پالس کمتر باشد، اثر حرارتی کمتری دارد و لیزرهای پالسی بیشتری در پردازش خوب استفاده می شود.
مواد مصرفی و نگهداری
1. ژنراتور لیزری پالس: نیاز به نگهداری مکرر دارد و مواد مصرفی بعداً در دسترس خواهند بود.
2. ژنراتور لیزری موج پیوسته: تقریباً بدون نیاز به تعمیر و نگهداری است و در مرحله بعدی نیازی به مواد مصرفی نیست.
II. جوشکاری لیزری موج پیوسته (CW).
1) مکانیسم جوشکاری لیزر CW
جوشکاری لیزری CW با ارسال یک پرتو مداوم از انرژی لیزر به قطعه کار عمل میکند و انرژی خروجی را در طول فرآیند جوشکاری ثابت نگه میدارد. این تحویل مداوم انرژی گرمایش و ذوب مداوم مواد را تضمین می کند و در نتیجه جوش های پایدار و یکنواخت ایجاد می شود.
مزایای جوشکاری لیزر CW
جوشکاری لیزری موج پیوسته (CW) چندین مزیت متمایز دارد:
- سرعت جوشکاری بالا: جوشکاری لیزری CW با یک پرتو پیوسته از انرژی لیزر عمل می کند و سرعت جوشکاری سریع را امکان پذیر می کند. این باعث می شود آن را برای برنامه هایی ایده آل برای برنامه هایی که نیاز به زمان چرخش سریع و تولید با حجم بالا دارند.
- پایداری و ثبات افزایش یافته: تحویل مداوم انرژی در جوشکاری لیزری CW جوش های پایدار و ثابت را تضمین می کند. این منجر به کیفیت یکنواخت جوش می شود و خطر نقص را به حداقل می رساند و به قابلیت اطمینان کلی فرآیند کمک می کند.
- انتقال حرارت کارآمد: جوشکاری لیزری CW به طور موثر گرما را به قطعه کار منتقل می کند و امکان نفوذ عمیق و جوش های قوی را به خصوص در قطعات فلزی ضخیم فراهم می کند. این باعث می شود آن را برای کاربردهای جوشکاری که در آن جوش های قوی ضروری است مناسب باشد.
- تطبیق پذیری در ضخامت مواد: جوشکاری لیزری CW در جوشکاری مواد ضخیم برتری دارد و چگالی توان لازم را برای دستیابی به نفوذ عمیق و همجوشی قوی فراهم می کند. معمولاً در کاربردهایی که شامل اجزا یا سازه های سنگین هستند استفاده می شود.
- مناسب برای تولید با سرعت بالا: به دلیل سرعت جوشکاری بالا و عملکرد پایدار، جوش لیزری CW برای ادغام در خطوط تولید با سرعت بالا مناسب است. این عملکرد سریع را در عین حفظ کیفیت جوش ثابت و بهینه سازی راندمان کلی تولید را امکان پذیر می کند.
- حداقل منطقه متاثر از حرارت (HAZ): انتقال حرارت کارآمد در جوشکاری لیزر CW منجر به حداقل مناطق متاثر از حرارت (HAZ) در مواد اطراف می شود. این به حفظ خواص مکانیکی قطعه کار کمک می کند و خطر اعوجاج یا آسیب را کاهش می دهد.
سازگاری مواد با لیزر
من متوجه شدهام که جوشکاری لیزر پالسی و جوشکاری لیزر موج پیوسته (CW) هر کدام نقاط قوت منحصر به فردی با مواد مختلف دارند. انتخاب شما بین این روشها به خواص ماده و هدفی که میخواهید به آن برسید بستگی دارد.
فلزات
من دستگاه جوش لیزر CW را برای مواد ضخیم و جوشهای عمیق (بیش از 0.060 اینچ) توصیه میکنم. این دستگاه به ویژه برای فلزات شکننده مانند فولاد ضد زنگ پرکربن مناسب است. طبق تجربه من، 200 وات برای جوشکاری فولاد ضد زنگ کافی است، اما فلزات بازتابنده مانند آلومینیوم و مس برای نتایج پایدار به 600 تا 800 وات نیاز دارند.
برای علامتگذاری و حکاکی دقیق، دستگاه جوش لیزر پالسی عالی است. این لیزرها با هر پالس از انفجارهای انرژی شدید و کوتاه استفاده میکنند. این امر آنها را به انتخابی قوی برای فلزات بازتابنده مانند مس و آلومینیوم تبدیل میکند، که میتواند برای لیزرهای CW دشوار باشد. من متوجه شدهام که انرژی اولیه بالا به عبور از بازتاب سطح کمک میکند. این به جوش یک شروع قوی میدهد.
پلاستیکها
به نظر من، لیزرهای CW برای جوشکاری و برش پلاستیک مناسب هستند. دلیل این امر این است که آنها به طور مداوم انرژی را تحویل میدهند.
من دیدهام که لیزرهای پالسی علامتهای بسیار خوبی با کنتراست بالا روی پلاستیک ایجاد میکنند. این امر آنها را به انتخابی عالی تبدیل میکند اگر به دنبال علامتهای شناسایی واضح یا پرداختهای تزئینی روی اقلام پلاستیکی خود هستید.










دیدگاهتان را بنویسید