
نحوه تنظیم پارامترهای جوشکاری لیزر دستی
برای بسیاری از سازندگان، یکی از جذابیتهای اصلی جوشکاری لیزری دستی، سهولت استفاده است. مطالب فروش و بازاریابی اغلب ادعا میکنند که تنها کاری که باید انجام دهید این است که مشعل را بردارید، یک تنظیم از پیش تعیینشده را انتخاب کنید و جوشکاری کنید.
و گاهی اوقات (تقریباً) به همین راحتی است.
با این حال، تکیه انحصاری بر مجموعه پارامترهای از پیش تعیینشده – به ویژه بدون درک دلیل عملکرد آنها – راه خوبی برای رها کردن عملکرد روی میز است. برای بهینهسازی حداکثری، جوشهای بحرانی و خود-گواهینامه، گاهی اوقات لازم است تنظیمات دستگاه خود را برای مطابقت با کاربرد مورد نظر تغییر دهید.
در حالی که دستگاههای مختلف ممکن است پارامترها را به طور متفاوتی ارائه دهند، اصول اساسی فیزیک لیزر یکسان باقی میمانند. خوشبختانه، درک اولیه از متغیرهای جوشکاری لیزری اغلب تنها چیزی است که برای شروع به نامیدن خود به عنوان یک متخصص جوشکاری لیزری نیاز دارید. اگر به دنبال راهکاری دقیق، سریع و حرفه ای برای جوشکاری و زنگ زدایی قطعات فلزی هستید، دستگاه جوش لیزری و دستگاه لیزر زنگ زدایی موجود در مجموعه ما، انتخابی مطمئن برای شماست. این تجهیزات با فناوری روز، کیفیت و بهره وری را در کار شما تضمین می کنند. همین امروز برای دریافت مشاوره تخصصی و خرید اقدام کنید.
با آنچه دارید شروع کنید
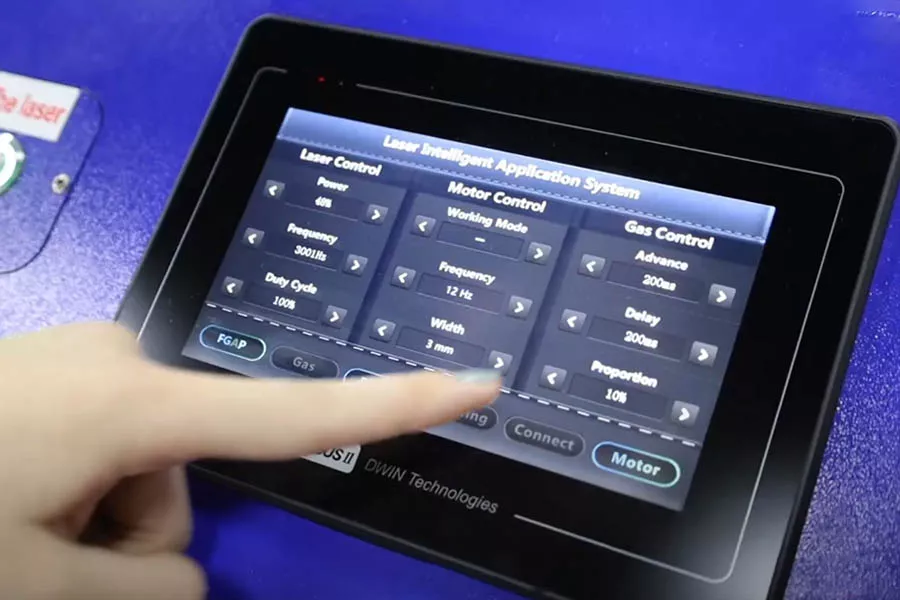
قبل از اینکه مستقیماً به سراغ تنظیم دقیق بروید، باید با پارامترهای از پیش تعیینشده کارخانهای دستگاه خود آشنا شوید. اکثر دستگاههای جوشکاری لیزری شامل تنظیمات از پیش تعیینشده (که اغلب بر اساس شماره برنامه سازماندهی شدهاند) هستند که برای رسیدگی به مواد و ضخامتهای رایج طراحی شدهاند. اینها پایه شما هستند.
برای کاربران پیشرفته یا کاربردهایی با نیازهای خاص، ممکن است لازم باشد یک پارامتر از پیش تعیینشده سفارشی ایجاد کنید. اما شروع با یک پارامتر از پیش تعیینشده کارخانهای، انجام تنظیمات کوچک برای دستیابی به نتایج خاص را آسانتر میکند.
انتخاب حالت: موج پیوسته در مقابل پالسی
یکی از مهمترین تصمیماتی که باید بگیرید، بین حالت عملکرد موج پیوسته (CW) یا پالسی است.
به طور پیشفرض، دستگاههای جوشکاری لیزر دستی، پرتو را در یک جریان ثابت از توان پیوسته شلیک میکنند. این حالت به عنوان حالت CW شناخته میشود و راهی عالی برای دستیابی به سرعتهای بالا، نتایج با کیفیت بالا و نفوذ لازم در اکثر کاربردها است. شما باید این حالت را به عنوان حالت پیشفرض خود در نظر بگیرید.
بسیاری از دستگاهها همچنین به شما امکان میدهند این خروجی را با استفاده از پالسهای لیزری سریع با مدت زمان اندازهگیری شده در میلیثانیه، به طور خودکار مدوله کنید. این حالت به عنوان حالت پالسی شناخته میشود.
چه زمانی از حالت پالسی استفاده کنیم
جوشکاری پالسی معمولاً کیفیت جوش بهبود یافته و ورودی گرما را به میزان قابل توجهی کاهش میدهد. به عنوان یک قاعده کلی، اگر توان مورد نیاز برای ایجاد یک جوش به اندازه کافی عمیق نسبتاً کم باشد (حدود چند صد وات)، جوشکاری پالسی احتمالاً نتایج بهتری خواهد داشت.
مقابله با این موضوع، کاهش سرعت جوشکاری است، اگرچه سرعت حرکت جوشکاری لیزر پالسی هنوز نسبتاً زیاد است.
جوشکاری پالسی اغلب رویکرد ایدهآلی برای موارد زیر است:
- ورقهای فلزی نازک و حساس به گرما
- فویلهای بسیار نازک
- توریهای فلزی ظریف
تنظیم دقیق رفتار پالس
اگر تصمیم به استفاده از جوشکاری پالسی دارید، به دو متغیر حیاتی دسترسی پیدا میکنید: طول پالس و فرکانس پالس.
طول پالس
طول پالس به مدت زمانی که پرتو لیزر در طول هر پالس فعال میماند (مثلاً 10 میلیثانیه) اشاره دارد.
طول پالسهای طولانیتر امکان سرعت جوشکاری سریعتر را فراهم میکنند (با تقلید دقیقتر از حالت CW) اما گرمای بیشتری را به جوش وارد میکنند.
طول پالسهای کوتاهتر، ورودی گرما را به حداقل میرسانند اما سرعت حرکت شما را کاهش میدهند.
فرکانس پالس
فرکانس پالس به تعداد دفعاتی که پالسهای پرتو لیزر شلیک میشوند اشاره دارد (مثلاً ۲۰۰ هرتز).
فرکانسهای بالاتر منجر به جوشکاری سریعتر میشوند اما میتوانند پاشش جوش را افزایش دهند.
فرکانسهای پایینتر میتوانند منجر به جوشهای با کیفیت بالاتر و از نظر زیباییشناسی دلپذیرتر شوند اما سرعت جوشکاری را کاهش میدهند.
تسلط بر توان و جبران توان
توان، اساسیترین پارامتر دستگاه جوش لیزری شماست. توان لیزر معمولاً با وات اندازهگیری میشود، اما برخی از دستگاهها از درصد برای نشان دادن شدت نسبی استفاده میکنند. واحدهای دستی معمولی از چند صد تا دو هزار کیلووات متغیر هستند و برخی از واحدهای تخصصی، توان بیشتری ارائه میدهند.
در سطح پایه، توان بیشتر معادل نفوذ بیشتر و سرعت جوشکاری سریعتر است. اما توان بیشتر همیشه بهتر نیست – توان بیش از حد، کنترل شما را کاهش میدهد، خطر سوراخ شدن در ماده را افزایش میدهد و اغلب غیرضروری است.
توان مناسب معمولاً تابعی از جنس (فولاد ضد زنگ، آلومینیوم، مس، تیتانیوم و غیره) و ضخامت ماده است. میتوانید نمودارهای توان جوشکاری لیزری را به صورت آنلاین یا همراه دستگاه خود پیدا کنید تا به عنوان نقطه شروع به آن مراجعه کنید. به عنوان یک قاعده کلی، با توان کمتر شروع کنید و آن را افزایش دهید تا نفوذ و سرعت حرکت در صورت نیاز افزایش یابد.
بهینهسازی لرزش پرتو
پرتوهای لیزر مورد استفاده برای جوشکاری بسیار متمرکز هستند و نقطه کوچکی روی فلز هدف ایجاد میکنند. این بدان معناست که ایجاد یک درز جوش به اندازه کافی پهن نیاز به حرکت جانبی دارد (در غیر این صورت نتیجه یک جوش فوقالعاده باریک خواهد بود).
خوشبختانه، این حرکت خودکار است و به صورت دستی هدایت نمیشود. اکثر جوشکارهای لیزری دستی از اپتیک داخل مشعل برای حرکت خودکار پرتو به چپ و راست استفاده میکنند. این حرکت که به عنوان “لرزش” شناخته میشود، معمولاً به طور پیشفرض فعال است، اما پارامترهای دقیق آن را میتوان تنظیم کرد.
شما لرزش را با دو تنظیم کنترل میکنید:
طول لرزش: میزان حرکت پرتو به چپ و راست را تعیین میکند (مثلاً 5 میلیمتر). این به طور موثر عرض درز نهایی شما را تعیین میکند.
فرکانس لرزش: سرعت حرکت جانبی را تعیین میکند (مثلاً 50 هرتز). فرکانس لرزش خود را بر اساس ضخامت ماده تنظیم کنید. معمولاً، برای مواد نازکتر باید از فرکانس سریعتر و برای مواد ضخیمتر از فرکانس کندتر استفاده کنید تا از همجوشی مناسب بدون سوختگی اطمینان حاصل شود.
جبران توان
جبران توان پارامتری است که به ندرت و معمولاً توسط کاربران پیشرفته استفاده میشود. این تنظیم، توان خروجی را به صورت پویا در امتداد عرض تاب پرتو تنظیم میکند.
سطوح مختلف جبران خسارت منجر به پروفیلهای جوش زیرسطحی متفاوتی میشود که امکان کنترل دقیق نفوذ را در عرض مهره جوش فراهم میکند.










دیدگاهتان را بنویسید