
مکانیزم جوش لیزری
مکانیزم جوش لیزری
۱.۱ لیزر به عنوان منبع گرمایش
جوشکاری لیزری مستلزم آن است که لیزر دمای ماده مورد جوش را افزایش دهد. لیزر باید توسط مواد جذب شود تا باعث افزایش دما شود. در واقع، لیزر بر روی مواد متمرکز می شود، مشابه روشی که خورشید می تواند توسط یک ذره بین متمرکز شود. تفاوت این است که چگالی توان لیزر چندین مرتبه بالاتر است، حدود 106 وات بر سانتی متر مکعب (وات بر سانتی متر مربع).
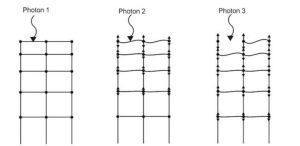
شکل۱ مکانیسم جذب لیزر در قطعه و گرمایش بعدی قطعه را نشان می دهد. فوتونهای نور لیزر، بستههای انرژی نوری که لیزر را میسازند، به مواد برخورد میکنند و به طور جزئی یا کامل جذب میشوند. انرژی فوتون در شبکه مواد جذب می شود و باعث ایجاد فوتون یا امواج گرمایی در شبکه می شود. جذب مکرر فوتون ها در نهایت منجر به گسستن و ذوب شبکه می شود.
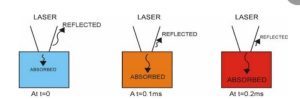
شکل۲ یک شماتیک مبتنی بر زمان از جذب لیزر برای جوشکاری را نشان می دهد. حتی برای فلزاتی که به خوبی جذب می شوند، مانند فولاد، لیزر در ابتدا منعکس می شود. درصد کمی از لیزر جذب می شود و سطح فلز را گرم می کند. افزایش دمای سطح باعث افزایش جذب نیروی لیزر می شود. این یک اثر گلوله برفی ایجاد می کند که در آن مواد به سرعت توسط لیزر گرم می شوند و منجر به ذوب شدن و تشکیل جوش می شود.
۲.۱ حالت های جوشکاری لیزری
لیزر یک فرآیند با چگالی توان بالا است که یک قابلیت جوشکاری منحصر به فرد را برای به حداکثر رساندن نفوذ با حداقل حرارت ورودی ارائه می دهد. جوش زمانی ایجاد می شود که نور شدید لیزر به سرعت مواد را گرم می کند – معمولاً در کسری از میلی ثانیه. بر اساس چگالی توان موجود در اندازه نقطه فوکوس، سه نوع جوش وجود دارد: حالت هدایت، حالت سوراخ کلید انتقال، و حالت نفوذ/ سوراخ کلید.
حالت هدایت – جوشکاری حالت هدایت در چگالی انرژی کم، معمولاً حدود 0.5 مگاوات بر سانتیمتر مربع انجام میشود و یک قطعه جوش کم عمق و پهن را تشکیل میدهد. گرمای ایجاد جوش در ماده با هدایت از سطح رخ می دهد. معمولاً این می تواند برای کاربردهایی استفاده شود که نیاز به جوش زیبایی دارند یا زمانی که ذرات نگران کننده هستند، مانند برنامه های خاص آب بندی باتری.
حالت انتقال – حالت انتقال در چگالی توان متوسط، در حدود 1 مگاوات بر سانتیمتر مربع رخ میدهد و به دلیل ایجاد چیزی که به عنوان “سوراخ کلید” شناخته میشود، نفوذ بیشتری نسبت به حالت هدایت دارد. سوراخ کلید ستونی از فلز تبخیر شده است که به داخل ماده امتداد می یابد. قطر آن بسیار کوچکتر از عرض جوش است و در برابر نیروهای مواد مذاب اطراف توسط فشار بخار مقاوم است. عمق سوراخ کلید در مواد توسط چگالی توان و زمان کنترل می شود. از آنجایی که چگالی نوری سوراخ کلید کم است، به عنوان مجرای برای رساندن انرژی لیزر به مواد عمل می کند.
همانطور که در شکل بالا نشان داده شده است، اگر بتوان جوشکاری رسانایی را به عنوان یک منبع نقطه ای در نظر گرفت که از سطح گرم می شود، سوراخ کلید را می توان به عنوان یک منبع خطی در نظر گرفت که از داخل فلز گرم می شود و منبع جوشکاری کارآمدتری را فراهم می کند. در حالت انتقال، زمان یا چگالی توان برای ایجاد اما نه گسترش سوراخ کلید به عمق قطعه کافی است. بنابراین، جوشها نفوذ کم عمقی با نسبت ابعاد جوش معمولی (عمق/عرض) در حدود 1 نشان میدهند. این حالت جوش تقریباً به طور انحصاری توسط لیزرهای پالسی Nd:YAG و فیبر برای بسیاری از کاربردهای جوشکاری نقطهای و با ورودی حرارت کم استفاده میشود.
حالت سوراخ کلید یا نفوذ – افزایش چگالی توان بیش از 1.5 مگاوات بر سانتیمتر مربع، جوش را به حالت سوراخ کلید تغییر میدهد که با جوشهای باریک عمیق با نسبت ابعادی بیشتر از 1.5 مشخص میشود. شکل زیر نشان می دهد که چگونه عمق نفوذ وقتی که چگالی توان بیش از 1 مگاوات بر سانتی متر مربع است به سرعت افزایش می یابد و حالت جوش را از رسانایی به جوشکاری سوراخ کلید/نفوذ تغییر می دهد.
جوشکاری در حالت نفوذی یا سوراخ کلیدی با جوش های باریک مشخص می شود. این تحویل مستقیم نیروی لیزر به مواد، عمق جوش را به حداکثر میرساند و گرما را به مواد به حداقل میرساند و ناحیه تحت تأثیر حرارت و اعوجاج بخشی را کاهش میدهد.
در این حالت سوراخ کلید، جوش را می توان با سرعت های بسیار بالا – بیش از 20 اینچ در ثانیه با نفوذ کوچک معمولاً زیر 0.02 اینچ (0.5 میلی متر) – یا با سرعت پایین تر، با نفوذ عمیق تا 0.5 اینچ تکمیل کرد. 12 میلی متر).
برای مشاهده دستگاه مرتبط با این مقاله اینجا کلیک کنید.
مزایای جوشکاری لیزری
مهندسی فرآیند
به لطف مزایای مرتبط با فرآیند، مانند سرعت جوشکاری بالا یا درجات بالای اتوماسیون، سیستم های جوشکاری پرتو لیزر تحت فرآیند EN ISO 4063 52 به طور فزاینده ای یک عملکرد کلیدی در فناوری تولید را به عهده می گیرند. کناره های درز باریک، باریک و تقریباً موازی، امکان آماده سازی درز را برای صرفه جویی در منابع فراهم می کند که منجر به انقباض کم می شود. دومی را می توان با استفاده از جوشکاری هیبریدی لیزر-MSG، که مزایای دو فرآیند جوشکاری مختلف را از طریق اثرات هم افزایی ترکیب می کند، اجرا کرد. به طور خاص، این امر قابلیت های بیشتری را از نظر پل زدن شکاف تضمین می کند و در نتیجه به تلورانس ها از نظر آماده سازی درز جوش حساس نیست.
مهندسی مواد
صرف نظر از ضخامت ورق و هندسه اجزاء، ترکیبات مختلف مواد (از فولادهای بدون آلیاژ و پر آلیاژ گرفته تا فلزات غیرآهنی بدون بی نظمی) می توانند تحت جوشکاری لیزری قرار گیرند.
علاوه بر این ترکیبات، جفتهای مواد مختلف در فناوری کاربردی امروزی اهمیت فزایندهای پیدا میکنند. خواص مکانیکی و تکنولوژیکی که باید برآورده شوند، مانند برای جاهای خالی مناسب، در خط مقدم فعالیت اتصال مورد نظر قرار دارند. آنها با هدایت حرارتی فرآیند در دست ارتباط دارند، که می تواند تحت تأثیر اپتیک های خاص یا تغذیه سیم سرد یا گرم قرار گیرد.
سیستم های جوش لیزری در ساخت بدنه خودرو
در دسترس بودن سیستم نهایی و ثبات فرآیند در عملیات سه شیفتی. اینها ملزومات صنعت خودروسازی است و سال هاست که لیزرهای دیود را در انواع کاربردها آزمایش می کنند. از فرآیندهای اتصال، مانند جوشکاری یا لحیم کاری، عملیات حرارتی قطعات تا پوشش ابزارهای پرس، لیزرها دستگاه های جوشکاری ایده آل برای تولید خودرو هستند.
جوشکاری لیزری از راه دور
جوشکاری لیزری از راه دور با افزایش فرکانس برای دستیابی به کنترل فرآیند سریعتر و انعطاف پذیرتر هنگام جوشکاری شاسی خودرو یا کناره های کشتی استفاده می شود. در این کار پرتو لیزر از فاصله بیش از یک متری به قطعه کار هدایت می شود، به این معنی که این کاربرد به ترکیبی از قدرت لیزر بالا و کیفیت پرتو بالا نیاز دارد. لیزرهای دایود LDF لیزرلاین با مبدل پرتو جایگزینی برای دستگاه جوش لیزر فیبر هستند. آنها یک راه حل سیستمی بهینه را برای این نوع خاص از جوشکاری سوراخ کلید ارائه می دهند.
جوشکاری جوشکاری شده
برای جوشکاری لیزری بلنکهای سفارشی، ورقههای شکلی از چندین ورق فرعی ایجاد میشوند که بعداً به قطعات بدنه خودرو تبدیل میشوند. با این حال، این فرآیند اغلب تحت تأثیر لیزرهای ناکارآمد و به راحتی کثیف می شود که همچنین پاشیده شدن فلزات ناخوشایندی را روی ورق و اپتیک جوش می گذارد. دستگاههای جوش لیزری لیزرلاین یک حوضچه مذاب بسیار آرام ایجاد میکنند که به سختی هیچ پاششی ایجاد میکند. آنها همچنین در برابر گرد و غبار و محیط های فرآیندی با رطوبت در کل فرآیند جوشکاری مقاوم هستند.
ماژول لیزر پرقدرت قابل اعتماد
در جایی که خروجی بالا مورد نیاز است، یک لیزر قابل اعتماد با پرتوی پایدار، دقیق و ثابت بسیار مهم است. تغییرات دما (در نتیجه شرایط محیطی یا گرمای تولید شده توسط لیزر) می تواند این موارد را به خطر بیندازد و منجر به کاهش قدرت، تغییر طول موج یا جهش حالت شود که بر مشخصات پرتو و خروجی تأثیر می گذارد.
دما همچنین می تواند عملکرد لیزر شما را به روش های ظریف تری تحت تاثیر قرار دهد. لنزها و سایر اجزای نوری می توانند با تغییرات دما کمی منقبض یا منبسط شوند. در حالی که این تغییرات می توانند کوچک باشند، تاثیر قابل توجهی بر کیفیت پرتو و قابلیت اطمینان لیزر شما خواهند داشت.
خروجی نوری با ثبات بالا
مدیریت دمای ماژول لیزر شما کلید تضمین خروجی نوری با ثبات بالا خواهد بود. نوع مدیریت حرارتی انتخاب شده توسط سازنده به عواملی مانند محیط عملیاتی، کاربرد شما و بودجه کلی بستگی دارد. گزینهها میتوانند شامل دستگاههای غیرفعال مانند هیت سینک یا دستگاههای فعال مانند TEC (کولر ترمو-الکتریک) باشند.
دمای ماژول لیزر با دمای محیط و توان الکتریکی تلف شده توسط لیزر در حین کار تعیین می شود. در صورت عدم وجود مقاومت حرارتی، گرما می تواند در هر جزء جمع شود و به محیط خنک تر نشت کند و به طور بالقوه به اجزای حیاتی آسیب برساند.
کنترل دیجیتال برای عملکرد لیزر بهینه
اگر برنامه شما به لیزری با کارایی بالا نیاز دارد، کنترل و نظارت بر عملکرد و دقت لیزر ضروری است. یک رابط دیجیتال میتواند عملکردهای مختلفی از یک عملکرد روشن/خاموش ساده تا عملکرد لیزر (به عنوان مثال، قدرت خروجی و حالت عملکرد) ارائه دهد. رابط های دیجیتال می توانند از نظر عملکرد متفاوت باشند، بنابراین درجه پیچیدگی مورد نیاز به برنامه شما بستگی دارد.



دیدگاهتان را بنویسید