
جوشکاری رسوب لیزری
از تولید افزودنی و تعمیر قطعات گرفته تا پوشش سطح و سفارشی سازی خواص مواد، جوشکاری رسوب لیزری به عنوان راه حلی برای کسب و کار هایی که به دنبال افزایش کارایی، کاهش ضایعات و بالا بردن کیفیت محصولات خود هستند، پدیدار شده است. برای اطلاع از قیمت دستگاه جوش لیزری ، قیمت دستگاه جوش لیزری پرتابل ، قیمت دستگاه جوش لیزر دستی ، قیمت دستگاه جوش لیزری سه کاره و قیمت دستگاه لیزر زنگ زدایی با دیبولیزر تماس بگیرید.
در این مقاله، ما به اصول جوشکاری رسوب لیزری می پردازیم، کاربرد ها، مزایا و ملاحظات کلیدی برای انتخاب دستگاه مناسب را بررسی می کنیم.
جوشکاری رسوب لیزری چیست؟
جوشکاری رسوب لیزری ( که پوشش لیزری نیز نامیده می شود ) یک فرآیند تولید پیشرفته است که بر اساس تکنیک رسوب فلز لیزری (LMD) ساخته شده است. این فناوری از یک پرتو لیزر پرقدرت برای گرم کردن سطح فلز به صورت موضعی استفاده می کند در حالی که یک فلز پر کننده (سیم نازک یا پودر ریز) به سطح وارد می شود و در نتیجه یک پیوند ایجاد می شود.
رسوب لیزر در درجه اول یک فرآیند خودکار است که از فناوری CNC (کنترل عددی کامپیوتری) برای کنترل نرخ تغذیه مواد پرکننده، شدت پرتو لیزر و مسیر سر لیزر استفاده میکند.
این فرآیند در چندین کاربرد صنعتی از جمله پوشش سطح (روکش لیزری)، تعمیر و اصلاح قطعات استفاده می شود.
انواع جوشکاری رسوب لیزری
جوشکاری مبتنی بر رسوب فلز با لیزر (LMD) را می توان به دو گروه اصلی تقسیم کرد.
- جوشکاری رسوب لیزری دستی
- جوشکاری رسوب لیزری اتوماتیک
1. جوشکاری رسوب لیزری دستی
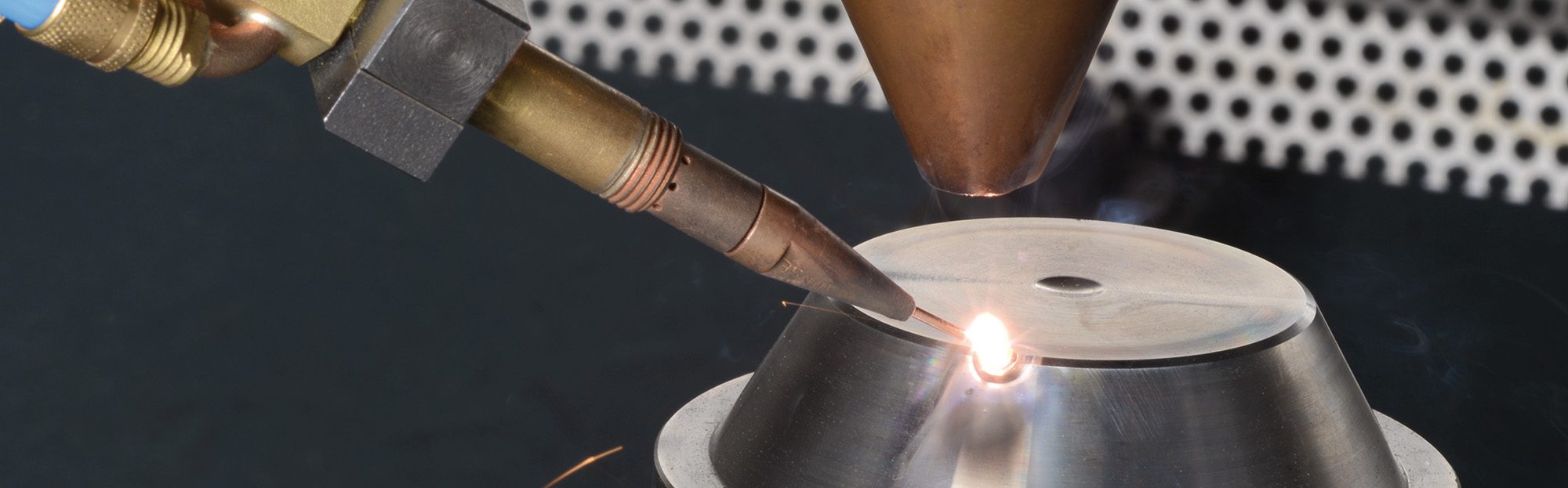
در جوشکاری رسوب دستی از یک سیم فلزی نازک به عنوان ماده پر کننده استفاده می شود. ضخامت سیم از 0.6 میلی متر تا 0.15 میلی متر متغیر است. قدرت لیزر به سرعت سطح قطعه کار و سیم فلزی را ذوب می کند و در نتیجه جوش های سریع و قوی ایجاد می شود.
یک جت گاز بی اثر (معمولاً آرگون) برای ایمن نگه داشتن جوش از هوای مرطوب محیط استفاده می شود. کیفیت جوش لیزری دستی به سطح مهارت جوشکار بستگی دارد. جوشکاران باتجربه می توانند سرعت جوش بالایی را حفظ کنند و در عین حال از ثبات در طول فرآیند اطمینان حاصل کنند.
جوشکاری سیم می تواند ناهموار باشد و پس از جوش، سنگ زنی ، فرز یا EDM ( ماشینکاری تخلیه الکتریکی ) برای پرداخت تمیز تر مورد نیاز است.
2. جوشکاری رسوب لیزری اتوماتیک
جوشکاری لیزری اتوماتیک دارای دو یا چند نازل است که به سر لیزر متصل می شوند. هر دو نازل و سر لیزر بر اساس سیستم کنترل CNC برای جوش های منسجم و دقیق حرکت می کنند.
رسوب اتوماتیک لیزری فلز معمولاً برای پوشاندن فلزات پایه در سایر مواد سخت تر برای مقاومت بهتر در برابر خراش و خوردگی استفاده می شود.
ایجاد لایه پیوسته بر روی مواد پایه، ساخت افزودنی نامیده می شود و عنصر اصلی رسوب فلز لیزر است. جوشکاری تنها بخش کوچکی از فرآیند LMD است.
جوشکاری رسوب لیزری چگونه کار می کند؟
جوشکاری رسوب لیزری فرآیند پیچیده ای است که قبل از روشن شدن لیزر به کار آماده سازی زیادی نیاز دارد.
در ادامه برخی از مراحل کلیدی درگیر در این فرآیند آورده شده است.
مرحله 1: آماده سازی سطح
بیلت ها و شمش های فلزی با پوشش های سطحی محافظ عرضه می شوند. این پوششها معمولاً روغن هایی برای جلوگیری از زنگ زدگی، آبکاری فلزات یا اکسید ها در مورد آلومینیوم هستند.
شما باید ترکیبات و ناخالصی های ناخواسته را از فلز پاک کنید و سطح را خشن کنید. سطح زبر تر منجر به چسبندگی بهتر فلز در طول فرآیند جوشکاری می شود. برجستگی ها و حفره های میکروسکوپی در سطح، نقاط لنگر بسیار خوبی را برای اتصال فلز پرکننده مذاب به خود ایجاد می کنند.

مرحله 2: تحویل فلز پر کننده
فلز پر کننده ، معمولاً یک پودر فلز ریز، از یک نازل جت هوا با گاز بی اثر (نیتروژن یا آرگون) خارج می شود. گاز بی اثر از اکسید شدن جلوگیری می کند، ناخالصی های سطحی ناخواسته را از بین می برد و جوش ها را تمیز نگه می دارد.
ایجاد یک جوش فلزی خوب و یک دست فرآیند گرانی است.
از این رو، بسیاری از ماشین های رسوب دهنده لیزر به جای آن از یک سیم فلزی نازک استفاده می کنند. سیم فلزی را می توان به صورت دستی یا به صورت خودکار از طریق موتور و سیستم غلتکی مجاور سر لیزر تغذیه کرد.
لازم به ذکر است که فلز پر کننده می تواند همانند قطعه کار برای جوشکاری و برای پوشش سطح متفاوت باشد.
مرحله 3: گرمایش لیزری موضعی
یک پرتو لیزر پرقدرت با استفاده از یک سیستم CNC دقیق به محل مورد نظر هدایت می شود. لیزر سطح قطعه کار و فلز پر کننده ورودی را در کسری از ثانیه ذوب می کند.
پرتو های لیزر مقدار ثابتی انرژی را به قطعه کار وارد می کنند که توسط وات منبع لیزر تعیین میشود و قطر نقطه، سطح رسوب انرژی را کنترل می کند. قطر نقطه لیزر اندازه نقطه تماس لیزر با قطعه کار است.
اندازه لکه بزرگ تر به این معنی است که انرژی بیشتر پخش می شود و زمان بیشتری طول می کشد تا سطح ذوب شود. در حالی که قطر نقطه کوچک تر به این معنی است که تمام انرژی لیزر در یک نقطه کوچک متمرکز می شود و زمان ذوب را کاهش می دهد.
اندازه نقطه کوچک تر به معنای دقت بیشتر و زمان جوشکاری سریع تر است. همچنین انحنای مواد را به حداقل می رساند زیرا گرما در یک نقطه متمرکز می شود و هیچ گرمای اضافی به اطراف تابش نمی کند.
مرحله 4: لایه بندی
رسوب لیزری فلزات (LMD) به جوشکاری محدود نمی شود و اغلب برای ساخت قطعات از پایه استفاده می شود. پس از عبور اولیه لیزر، هد لیزر یک دور دیگر ایجاد می کند و یک لایه ماده جدید را روی لایه اول قرار می دهد. این روند تا رسیدن به ارتفاع دلخواه تکرار می شود.
برای تولید افزودنی ، لایه ها تا زمانی که یک قسمت کامل ساخته شود ادامه می دهند. در مقابل، جوشکاری تنها به یک یا دو پاس (لایه) نیاز دارد.
ضخامت لایه و تعداد لایه ها به کنترل میزان رسوب فلز کمک می کند.
مرحله 5: خنک سازی و انجماد
از آن جایی که گرما موضعی است، ناحیه جوش نیز تقریباً بلافاصله پس از دور شدن لیزر از نقطه، نسبتاً سریع سرد می شود.
فرآیند LMD شامل رسوب مستقیم انرژی به نقطه کوچکی از قطعه کار است. نقطه تماس کوچک تر به معنای استفاده موثر تر از انرژی است و بنابراین لیزر می تواند با سرعت بیشتری حرکت کند.
لیزر های سریع تر به این معنی است که انرژی و گرمای کلی کمتری به قطعه کار سپرده می شود. گرمای کم تر به معنای خنک شدن سریع تر است. خنک شدن سریع با یک عارضه جانبی اضافی، ریز ساختار های بهتر همراه است.
7 مزیت جوشکاری رسوب لیزری
رسوب لیزری فلزات (LMD) انباشته ای از سال ها تحقیق در زمینه فناوری تولید مواد افزودنی است. هر جنبه ای از رسوب فلز لیزر با یک هدف واحد طراحی شده است.
در این جا برخی از بزرگ ترین مزایای جوشکاری رسوب لیزری برای فرآیند تولید مدرن آورده شده است.
1. زمان جوشکاری سریع تر
لیزر های با وات بالا به سرعت قطعه کار را ذوب می کنند و یک کنترلر CNC به سرعت سر لیزر را از یک نقطه به نقطه دیگر حرکت می دهد و در نتیجه زمان جوشکاری فوق العاده سریعی دارد.
تغذیه خودکار مواد جوشکاری مداوم را بدون هیچ گونه توقفی در فرآیند امکان پذیر می کند. جوشکاری کنترل شده توسط کامپیوتر نیز خطا ها را به حداقل می رساند و حتی در زمان بیشتری در کف تولید صرفه جویی می کند.
مدیریت و بهینه سازی پارامتر های مختلف فرآیند رسوب فلز لیزر می تواند کارایی جوش را بهبود بخشد و زمان تولید را کاهش دهد.
2. دقت و کنترل بالاتر
تقریباً هر دستگاه لیزری برای رسوب دهی فلزات، بهجز چند مدل دستی، خودکار و با رایانه کنترل میشود. دقت و کنترل بالا جوش های پیچیده تر را با سرعت بالاتری امکان پذیر می کند.
تعداد بسیار کمی از جوشکاران با تجربه می توانند با دقت و دقت دستگاه جوش لیزری خودکار برابری کنند.
3. جوش با کیفیت بالاتر
ذرات پودر ریز مواد پرکننده شکاف را با کارایی بیشتری پر می کند و منجر به جوش قوی تر می شود. از آن جایی که همه چیز از قبل اندازه گیری شده و توسط کامپیوتر کنترل می شود، مقدار فلز رسوب شده دقیقاً به اندازه مورد نیاز است، به این معنی که حوضچه جوش در طول فرآیند ثابت می ماند.
علاوه بر این، استفاده از جت بین گازی از تشکیل سرباره و اکسیداسیون فلز جلوگیری می کند و تکه های کوچک و قطعات فلز تبخیر شده را از بین می برد.
4. نبود انحنا
فرآیندهای جوشکاری سنتی دسته ای از گرمای ناخواسته را به مواد پایه وارد می کنند. مقدار کمی از گرما به نقطه جوش می رود، در حالی که بقیه به محیط اطراف نفوذ می کند و در نتیجه انحراف فلز (تاب خوردگی) ایجاد می کند.
رسوب فلز لیزر یک فرآیند فوق العاده دقیق است، پرتو لیزر بخش کوچکی از قطعه کار را ذوب می کند و نه چیزی بیشتر. در واقع، این فرآیند به قدری کارآمد است که اغلب برای جوش های تمام سطح استفاده میشود زیرا هیچ ترسی از انحنای مواد وجود ندارد.
جوشکاری سطحی فرآیند پوشش دادن یک ماده با یک ماده دیگر (یا چندین ماده) برای بهبود پرداخت سطح و مقاومت در برابر سایش است.
5. سازگاری مواد گسترده تر
با حرکت به سمت مواد با کیفیت بالاتر و کمیاب تر، جوشکاری به طور قابل توجهی سخت تر می شود. فرآیند های سنتی با مواد معمولی مانند آهن، مس، فولاد ضد زنگ و حتی آلیاژ های آلومینیوم کار می کنند.
رسوب لیزری فلز از طیف متنوعی از فلزات، آلیاژها و حتی برخی از سرامیک ها پشتیبانی می کند. با استفاده از LMD می توانید مواد زیر را جوش دهید.
- آلیاژهای نیکل
- کاربید تنگستن
- آلیاژهای منیزیم
- چدن
- آلیاژهای آلومینیوم
- آلیاژهای مبتنی بر کبالت
- آلیاژهای تیتانیوم
- مس
- فولادها
جوشکاری لیزری منجر به حداقل ضایعات مواد می شود. پودر های فلزی با نرخ تغذیه کنترل شده به قطعه کار داده می شوند تا از رسوب بیش از حد یا کمتر از آن جلوگیری شود. برخلاف جوشکاری سنتی که از میله های پر کننده استفاده می کند، در جوشکاری رسوب لیزری از سیم های فلزی پیوسته و ذرات پودر استفاده می شود.
فقط مقدار مورد نیاز پر کننده استفاده می شود، در حالی که بقیه برای جوش بعدی ذخیره می شود.
7. کاهش کار پس از پردازش
از آن جایی که رسوب لیزری فلزات جوش های تمیز تری را تولید می کند، اغلب، حتی نیازی به انجام عملیات پس از پردازش نیز ندارید. نیازی به تمیز کردن قطعه کار با برس سیمی، خرد کردن حوضچه اضافی جوش یا رفع انحنا های حاصل از فرآیند جوشکاری نیست.
این کار باعث صرفه جویی در زمان زیادی در تولید می شود و بهره وری را به میزان قابل توجهی افزایش می دهد.
جوشکاری ترک در شرایط سخت
علاوه بر آسیب به پوشش های محافظ، ترک در قطعات نیز می تواند جوشکاری تعمیر را ضروری کند. با این حال، دسترسی به چنین اجزایی همیشه آسان نیست: برای مثال، در جایی که جدا کردن یک چرخ دنده پاره شده به راحتی امکان پذیر نیست، در صورت شک، لیزر باید به فلز قطعه کار برسد. این هیچ مشکلی با لیزرهای دایود لیزرلاین ندارد: لیزرهای سبک وزن، فشرده و متحرک را می توان حتی بر روی داربست های باریک در ارتفاعات بلند استفاده کرد و در صورت لزوم به طور ایمن قرار داد. این بدان معنی است که تمام کارهای جوشکاری لازم را می توان پشتیبانی کرد.
جوشکاری رسوب لیزری با سیم
در این فرآیند، پرتو لیزر یک سیم پرکننده با هدایت دستی را به قطعه کار جوش می دهد و یک اتصال دقیق و با مقاومت بالا ایجاد می کند. پرتو لیزر سیم و مواد پایه را ذوب می کند، مذاب به طور دائم به هم متصل می شود و دوباره برطرف می شود تا زمانی که یک خیز کوچک باقی بماند.اگر تک تک جوش ها دقیقاً همپوشانی داشته باشند، شکل مورد نظر مرحله به مرحله اعمال می شود.
با جوش لیزری با سیم پرکننده می توان آسیب را ترمیم کرد، به صورت موضعی مقاومت سایشی را بهبود بخشید، تغییرات کوچکی در طراحی ایجاد کرد و عیوب تولید را اصلاح کرد. همه اینها با کیفیت و انعطاف پذیری بالا قابل تحقق است که تنها با فناوری لیزر می توان به آن دست یافت.
کاربردهایی با قطر سیم 0.1 میلی متر تا 0.8 میلی متر قابل تحقق است. گرمای ورودی کم، سرعت گرمایش و سرمایش بالا، کنترل دقیق انرژی پرتو لیزر با شکل دادن به پالس – همه با هم حداقل بارهای حرارتی را بر روی قطعه کار در طول جوشکاری لیزر تضمین می کنند.دگرگونی ریزساختاری در قطعه کار در مقایسه با روش های دیگر در جوش لیزری به طور قابل توجهی کمتر است.
جوشکاری رسوب لیزری با پودر
خواه تعمیرات، پوششهای مقاوم در برابر سایش و خوردگی یا تغییرات طراحی – جوشکاری رسوب لیزری با پودر سطوح را طوری ارتقا میدهد که گویی از یک قالب صنعتی و سفارشی ریختهگری شدهاند.
در مورد روکش پودری لیزری، پودر فلز پرکننده با لیزر بر روی یک جزء موجود جوش داده می شود. این منجر به ایجاد یک لایه بدون منافذ و ترک با اختلاط کم و یک منطقه کوچک متاثر از حرارت می شود.این باعث مقاومت بیشتر قطعات و افزایش ظرفیت بار می شود.حجم مواد باقیمانده تاب نمی خورد و ویژگی های اصلی خود را حفظ می کند.
تعمیر به جای جایگزینی به لطف رسوب پودر لیزر مقرون به صرفه تر است. قطعات فرسوده را می توان دقیقاً در مکان های مورد نیاز و با صرفه جویی در زمان تجدید کرد.از طریق استفاده از روکش فلزی با لیزر و پوشش پودری، می توان قطعات را به سرعت به کار بازگرداند.
نتیجه گیری
رسوب فلز لیزری (LMD) یک فرآیند تولید افزودنی منحصر به فرد است که چندین کاربرد مختلف، از جوشکاری گرفته تا پوشش سطحی تا ساخت قطعات کامل را ممکن می سازد. این تکنیک یک راه حل یک مرحله ای برای مشاغل کوچک تا متوسط است که به دنبال خودکارسازی حجم کار تولید خود هستند. این یک راه سریع تر، دقیق تر و ایمن تر برای جوش دادن قطعات پیچیده است.
دیبولیزر تولید کننده سیستم های جوش لیزری است که به مشتریان بین المللی خدمات ارائه می دهد. دستگاه های جوش لیزری پیشرفته ما برای مقابله با تمام چالش های تولید طراحی شده است.
با دیبولیزر کسب و کار خود را به سطح بالاتری ببرید. امروز با ما تماس بگیرید!










دیدگاهتان را بنویسید