
بهترین روش ها و تکنیک های جوشکاری فلزات نازک
هر تولیدکننده ای که با فلزات نازک کار می کند به خوبی می داند که کوچک ترین خطا در فرآیند اتصال می تواند کیفیت محصول را تحت تأثیر قرار دهد و حتی زیان مالی به همراه داشته باشد، به همین دلیل انتخاب روش مناسب جوشکاری یک تصمیم استراتژیک محسوب می شود. بسیاری از کارگاه ها همچنان از روش های سنتی استفاده می کنند، اما تجربه نشان داده این روش ها برای نیازهای امروز صنعت کافی نیستند. در این مقاله به بررسی دقیق روش های رایج جوشکاری فلزات نازک می پردازیم، نقاط قوت و ضعف هر کدام را توضیح می دهیم و در نهایت بهترین راهکار موجود را معرفی خواهیم کرد.
برای دستیابی به بالاترین کیفیت در تولید و افزایش سرعت کار، انتخاب تجهیزات مناسب اهمیت زیادی دارد. استفاده از دستگاه جوش لیزر دستی برای کارگاه های کوچک، دستگاه جوش لیزر سه کاره برای خطوط تولید چندمنظوره و دستگاه جوش لیزری پرتابل برای پروژه های سیار، بهترین راهکار برای رسیدن به اتصالات دقیق و مقاوم است. جهت خرید این تجهیزات پیشرفته و مطمئن، همین حالا به دیبولیزر مراجعه کنید و آینده کاری خود را متحول سازید.
روش های متداول جوشکاری فلزات نازک
برای سال ها صنایع مختلف از روش های سنتی و نیمه مدرن برای اتصال فلزات نازک استفاده کرده اند. هر کدام از این روش ها مزایا و محدودیت های خاص خود را دارند.
جوشکاری MIG
جوشکاری MIG یا همان جوشکاری با سیم جوش و گاز محافظ، یکی از روش های پرکاربرد در کارگاه ها است. در این روش یک سیم نازک به طور مداوم وارد قوس الکتریکی می شود و همزمان گاز محافظ اطراف محل جوش را پوشش می دهد تا از اکسید شدن جلوگیری شود. برای فلزات ضخیم این روش بسیار سریع و کارآمد است، اما وقتی صحبت از جوشکاری فلزات نازک می شود، کنترل حرارت به یک چالش جدی تبدیل می گردد.
اگر شدت جریان یا سرعت حرکت دست درست تنظیم نشود، ورق به راحتی سوراخ می شود. به همین دلیل، اپراتور باید با دقت بالا و تجربه کافی کار کند. این روش برای پروژه هایی مثل بدنه خودرو یا ساخت سازه های سبک کاربرد دارد، اما برای افراد تازه کار کمی سخت خواهد بود.
جوشکاری TIG
جوشکاری TIG به دلیل دقت بالا و کیفیت جوش تمیز، یکی از بهترین گزینه ها برای جوشکاری فلزات نازک است. در این روش از یک الکترود تنگستنی غیرمصرفی استفاده می شود و در صورت نیاز می توان فلز پرکننده اضافه کرد.
مزیت اصلی TIG این است که اپراتور کنترل کامل روی قوس و حرارت دارد و می تواند جوش های بسیار ظریف و بدون پاشش ایجاد کند. اما این روش سرعت پایینی دارد و نیازمند مهارت بالاست. برای صنایع حساس مثل تجهیزات پزشکی، صنایع غذایی یا قطعات استیل ضدزنگ، TIG انتخابی ایده آل است. برای افراد مبتدی یادگیری آن زمان بر است، اما نتیجه کار بسیار باکیفیت خواهد بود.
جوشکاری نقطه ای
جوشکاری نقطه ای یا مقاومتی بیشتر در خطوط تولید صنعتی و به ویژه خودروسازی استفاده می شود. در این روش دو ورق فلزی روی هم قرار می گیرند و با اعمال فشار و عبور جریان الکتریکی در نقطه تماس، اتصال ایجاد می شود.
مزیت بزرگ این روش سرعت بالاست و می توان در مدت کوتاه تعداد زیادی اتصال ایجاد کرد. اما محدودیت آن این است که فقط در نقاط مشخصی می توان جوش زد و برای درزهای طولانی یا قطعاتی که نیاز به آب بندی کامل دارند مناسب نیست. برای جوشکاری فلزات نازک در حجم بالا و تولید انبوه، این روش بسیار کارآمد است و به مهارت زیادی نیاز ندارد، زیرا بیشتر فرآیند توسط دستگاه کنترل می شود.
جوشکاری قوس دستی
جوشکاری قوس دستی یا همان جوشکاری با الکترود روکش دار، یکی از قدیمی ترین و پرکاربردترین روش ها است. در این روش اپراتور با استفاده از الکترود مصرفی و قوس الکتریکی، اتصال را ایجاد می کند. این روش برای فلزات ضخیم بسیار مناسب است، اما در جوشکاری فلزات نازک مشکلات زیادی ایجاد می کند. حرارت بالا باعث می شود ورق به سرعت دچار تغییر شکل یا سوراخ شود.
همچنین کنترل قوس در ورق های نازک بسیار دشوار است و نیاز به تجربه زیادی دارد. به همین دلیل، این روش برای کارهای ظریف و دقیق توصیه نمی شود و بیشتر در پروژه های سنگین و سازه ای کاربرد دارد.
چرا جوشکاری لیزری بهترین انتخاب است؟
با رشد فناوری های صنعتی، جوشکاری لیزری به عنوان یکی از بزرگ ترین تحولات در حوزه اتصال فلزات معرفی شده است. این روش توانسته محدودیت های روش های سنتی را کنار بزند و امکاناتی فراهم کند که برای صنایع مختلف حیاتی است.
در زمینه جوشکاری فلزات نازک، لیزر به دلیل دقت و سرعت بالا جایگاه ویژه ای پیدا کرده و به انتخاب اول بسیاری از تولیدکنندگان تبدیل شده است.
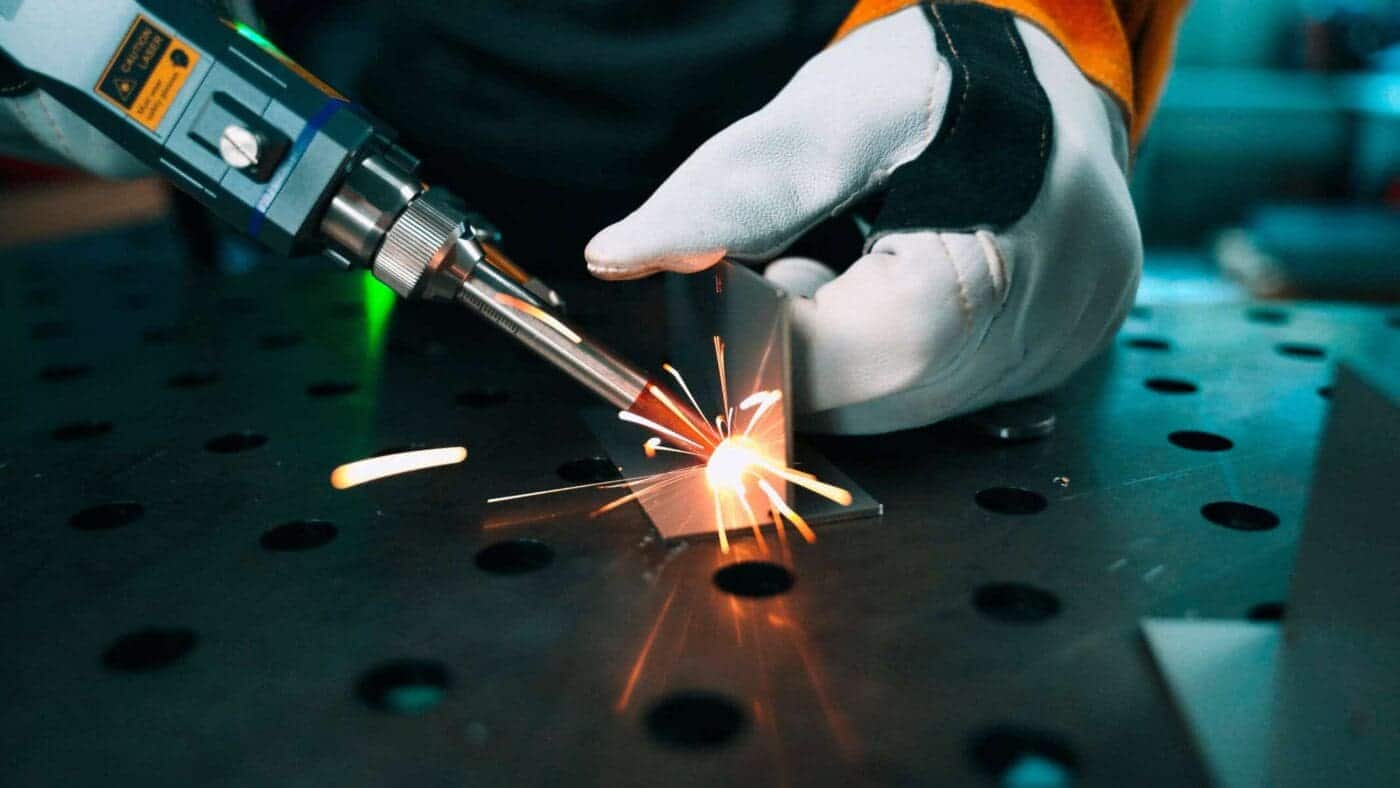
دقت بی نظیر در جوشکاری فلزات نازک
یکی از مهم ترین مزایای جوشکاری لیزری، دقت فوق العاده آن است. پرتو لیزر می تواند حرارت را روی نقطه ای بسیار کوچک متمرکز کند و همین ویژگی باعث می شود فلزات نازک بدون تغییر شکل یا سوختگی به هم متصل شوند. این دقت بالا به صنایع حساس مانند تجهیزات پزشکی و الکترونیک کمک می کند تا اتصالاتی کاملاً تمیز و بدون نقص داشته باشند.
سرعت بالا در فرآیند تولید
در مقایسه با روش های سنتی، جوشکاری لیزری سرعتی چند برابر بیشتر دارد. این ویژگی برای خطوط تولید انبوه اهمیت زیادی دارد، زیرا بهره وری را افزایش داده و زمان تحویل پروژه ها را کاهش می دهد. در پروژه هایی که نیاز به جوشکاری فلزات نازک در حجم بالا وجود دارد، سرعت بالای لیزر یک مزیت رقابتی محسوب می شود.
کیفیت اتصال در سطح استاندارد جهانی
اتصالاتی که با لیزر ایجاد می شوند بسیار تمیز، یکنواخت و مقاوم هستند. این کیفیت بالا باعث می شود نیاز به پرداخت یا اصلاح پس از جوشکاری به حداقل برسد. در نتیجه، هزینه های جانبی کاهش یافته و محصول نهایی با استانداردهای بالاتری به بازار عرضه می شود. برای تولیدکنندگانی که به دنبال کیفیت ممتاز در جوشکاری فلزات نازک هستند، لیزر بهترین گزینه است.
انعطاف پذیری در کاربردهای صنعتی
جوشکاری لیزری تنها به یک صنعت محدود نمی شود و در حوزه های مختلفی مانند خودروسازی، تجهیزات پزشکی، صنایع الکترونیک و حتی تولید قطعات ظریف تزئینی کاربرد دارد. این انعطاف پذیری باعث شده بسیاری از کارگاه ها و کارخانه ها به سمت استفاده از دستگاه های جوش لیزری حرکت کنند. در هر جایی که نیاز به جوشکاری فلزات نازک با دقت و سرعت بالا وجود داشته باشد، لیزر بهترین انتخاب خواهد بود.
آموزش گام به گام جوشکاری فلزات نازک در کارگاه
آماده سازی محیط کار
برای شروع آموزش جوشکاری فلزات نازک، اولین گام آماده سازی محیط کار است. کارگاه باید تهویه مناسب داشته باشد تا دود و گازهای ناشی از جوشکاری به خوبی خارج شوند. استفاده از میز کار فلزی محکم و تمیز نیز اهمیت زیادی دارد، زیرا هرگونه آلودگی یا چربی روی سطح فلز می تواند کیفیت اتصال را کاهش دهد. در این مرحله باید تجهیزات ایمنی مانند دستکش نسوز، ماسک جوشکاری و لباس محافظ آماده باشند.
انتخاب دستگاه و تنظیمات مناسب
یکی از مهم ترین مراحل در آموزش جوشکاری فلزات نازک انتخاب دستگاه مناسب است. برای ورق های نازک معمولاً از دستگاه های جوش TIG یا لیزری استفاده می شود، زیرا امکان کنترل دقیق حرارت را فراهم می کنند.
در صورتی که از دستگاه MIG استفاده شود، باید شدت جریان و ولتاژ به گونه ای تنظیم گردد که حرارت بیش از حد به قطعه وارد نشود. تنظیم درست دستگاه جوشکاری باعث می شود از مشکلاتی مانند سوراخ شدن یا تاب برداشتن فلز جلوگیری شود.
آماده سازی فلز قبل از جوشکاری
سطح فلز باید کاملاً تمیز و عاری از زنگ زدگی، رنگ یا روغن باشد. برای این کار می توان از برس سیمی یا مواد شوینده صنعتی استفاده کرد. در آموزش جوشکاری فلزات نازک همیشه تأکید می شود که آماده سازی سطح یکی از کلیدی ترین مراحل است، زیرا هرگونه آلودگی می تواند باعث ایجاد حفره یا ضعف در خط جوش شود.

شروع فرآیند جوشکاری
در این مرحله اپراتور باید قوس الکتریکی را با دقت بالا ایجاد کند. در جوشکاری TIG، کنترل پدال پا یا کلید دستی برای تنظیم شدت قوس اهمیت زیادی دارد. در جوشکاری لیزری نیز اپراتور باید پرتو را دقیقاً روی خط اتصال متمرکز کند. حرکت دست باید یکنواخت و آرام باشد تا خط جوش تمیز و بدون بریدگی ایجاد شود. برای افراد مبتدی توصیه می شود ابتدا روی قطعات آزمایشی تمرین کنند تا مهارت کافی به دست آورند.
کنترل حرارت و جلوگیری از تغییر شکل
یکی از چالش های اصلی در جوشکاری فلزات نازک کنترل حرارت است. اگر حرارت بیش از حد به قطعه وارد شود، فلز دچار تاب برداشتگی یا سوراخ شدن می شود. برای جلوگیری از این مشکل می توان از تکنیک های نقطه ای یا حرکت های کوتاه و متوالی استفاده کرد. همچنین استفاده از گیره های فلزی برای ثابت نگه داشتن قطعه کمک می کند تا تغییر شکل به حداقل برسد.
بررسی کیفیت جوش و پرداخت نهایی
پس از پایان کار، باید خط جوش از نظر یکنواختی، استحکام و نبود ترک یا حفره بررسی شود. در صورت نیاز می توان سطح جوش را با سنگ فرز یا ابزار پرداخت صاف کرد تا ظاهر قطعه حرفه ای تر شود. در آموزش جوشکاری فلزات نازک همیشه توصیه می شود که کیفیت جوش در همان لحظه بررسی گردد تا در صورت وجود مشکل، اصلاحات لازم انجام شود.
جمع بندی
اگر به دنبال روشی هستید که هم کیفیت اتصال را تضمین کند و هم سرعت تولید را افزایش دهد، انتخابی بهتر از جوشکاری لیزری فلزات نازک وجود ندارد. این فناوری نه تنها محدودیت های روش های سنتی را از میان برداشته بلکه آینده ای مطمئن برای صنایع مختلف رقم زده است. ما آماده ایم تا با ارائه دستگاه های جوش لیزری پیشرفته، شما را در مسیر ارتقای کیفیت و بهره وری همراهی کنیم.
ما با ارائه دستگاه های پیشرفته جوشکاری لیزری فلزات نازک، راه حلی کامل برای صنایع مختلف فراهم کرده ایم. دستگاه های ما با بهره گیری از تکنولوژی روز دنیا، امکان جوشکاری دقیق و سریع را فراهم می کنند. این تجهیزات برای کارگاه های کوچک و خطوط تولید بزرگ طراحی شده اند و می توانند نیازهای متنوع مشتریان را پوشش دهند.










دیدگاهتان را بنویسید