
بررسی اصول جوش لیزری برای انواع فلزات
فناوری جوشکاری لیزری در صنعت به واسطه دقت بالا و قابلیت های پیشرفته خود جایگاه ویژه ای یافته است. این تکنیک با بهره گیری از پرتوهای متمرکز لیزر امکان اتصال فلزات مختلف را فراهم می کند، اما هر فلز ویژگی های خاصی دارد که نیازمند تنظیمات دقیق و اصول ویژه ای است. با بررسی این اصول، می توان نه تنها کیفیت جوش را بهبود بخشید، بلکه کارایی و دوام اتصالات فلزی را نیز افزایش داد.
برای رفع نیازهای جوشکاری خود، دستگاه جوش لیزری دستی ، دستگاه جوش لیزری سه کاره و دستگاه جوش لیزری پرتابل، انتخابی ایده آل هستند. این دستگاه ها با فناوری پیشرفته، کاربری آسان و عملکرد فوق العاده، تمامی انتظارات شما را برآورده می کنند. با تهیه این محصولات، کیفیت و سرعت کار خود را به سطحی بالاتر ارتقا دهید. همین حالا با ما تماس بگیرید و دستگاه مورد نظر خود را سفارش دهید!
اصول جوش لیزری: مبانی و مکانیزم
اصول جوش لیزری بر سه فرآیند اصلی استوار است: جذب انرژی، ذوب موضعی و انجماد کنترل شده. پرتو لیزر با طول موج مشخص به سطح فلز تابیده می شود و انرژی آن جذب ماده شده، باعث ایجاد حوضچه مذاب می شود. سپس، با حرکت پرتو، مواد مذاب به هم متصل شده و پس از سرد شدن، اتصال محکمی تشکیل می دهند.
انواع جوش لیزری
جوش لیزری نفوذی: در این روش، انرژی لیزر به حدی است که فقط سطح فلز ذوب می شود و نفوذ عمیقی ندارد. این روش برای اتصال ورق های نازک ایده آل است.
جوش لیزری عمیق: در این حالت، انرژی لیزر به قدری بالا است که حفره ای در فلز ایجاد می کند و امکان نفوذ عمیق را فراهم می سازد. این روش برای فلزات ضخیم تر مانند فولاد و تیتانیوم مناسب است.
اصول جوش لیزری در هر دو روش مشابه است، اما انتخاب نوع جوش به ضخامت فلز و کاربرد نهایی بستگی دارد.
بررسی اصول جوش لیزری برای فلزات مختلف
اصول جوش لیزری برای هر فلز متفاوت است، زیرا خواص فیزیکی و شیمیایی مواد بر کیفیت جوش تأثیر می گذارند. در ادامه، جوشکاری لیزر برای فلزات پرکاربرد را بررسی می کنیم.
1. جوش لیزری فولادهای کربنی و ضدزنگ
فولادها به دلیل استحکام بالا و قیمت مناسب، از پرکاربردترین فلزات در صنعت هستند. اصول جوش لیزری برای فولادهای کربنی شامل کنترل سرعت جوشکاری و قدرت لیزر برای جلوگیری از ترک خوردگی است. در مورد فولادهای ضدزنگ (استنلس استیل)، به دلیل هدایت حرارتی پایین تر، باید از لیزر با چگالی انرژی بالاتر استفاده کرد تا از تخلخل و انحنا جلوگیری شود.

2. جوش لیزری آلومینیوم و آلیاژهای آن
آلومینیوم به دلیل هدایت حرارتی بالا و اکسیداسیون سریع، چالش های خاصی در جوش لیزری ایجاد می کند. اصول جوش لیزری برای آلومینیوم شامل استفاده از لیزرهای با طول موج کوتاه (مانند لیزر فایبر) و گازهای محافظ مانند آرگون برای کاهش اکسیداسیون است. همچنین، پیش گرمایش می تواند به کاهش تخلخل کمک کند.
3. جوش لیزری تیتانیوم و آلیاژهای آن
تیتانیوم به دلیل استحکام بالا و مقاومت در برابر خوردگی، در صنایع هوافضا و پزشکی کاربرد دارد. اصول جوش لیزری برای تیتانیوم شامل استفاده از محیط های کنترل شده (مانند محفظه های خلأ یا گازهای خنثی) برای جلوگیری از جذب اکسیژن و نیتروژن است که باعث تردی جوش می شوند.
4. جوش لیزری مس و آلیاژهای آن
مس به دلیل هدایت حرارتی و انعکاس بالا، یکی از سخت ترین فلزات برای جوش لیزری است. اصول جوش لیزری برای مس شامل استفاده از لیزرهای با توان بالا (مانند لیزر دیسکی) و پالسی برای افزایش جذب انرژی است. همچنین، پوشش های جاذب لیزر می توانند بازدهی جوشکاری را بهبود بخشند.
5. جوش لیزری نیکل و آلیاژهای آن
نیکل و آلیاژهای آن به دلیل مقاومت بالا در برابر خوردگی و حرارت، در صنایع نفت، گاز و هوافضا کاربرد گسترده ای دارند. اصول جوش لیزری برای این فلزات شامل کنترل دقیق پارامترهای جوشکاری به دلیل حساسیت به ترک گرمایی است.
آلیاژهای نیکل مانند اینکونل به دلیل ترکیبات آلیاژی پیچیده، مستعد تشکیل ترکیبات بینفلزی هستند که می تواند منجر به تردی جوش شود. برای جلوگیری از این مشکل، استفاده از لیزرهای پالسی با انرژی کنترل شده و گازهای محافظ مانند آرگون توصیه می شود. همچنین، پیشگرمایش تا دمای 200-300 درجه سانتی گراد می تواند از ایجاد تنش های حرارتی جلوگیری کند.
6. جوش لیزری منیزیم و آلیاژهای آن
منیزیم به عنوان سبک ترین فلز ساختاری، در صنایع خودروسازی و هوافضا مورد توجه است. با این حال، اصول جوش لیزری برای منیزیم به دلیل نقطه ذوب پایین و واکنش پذیری بالا چالش بر انگیز است.
این فلز به سرعت اکسید می شود و مستعد تشکیل تخلخل در جوش است. برای جوشکاری موفق منیزیم، باید از لیزرهای با طول موج کوتاه (مانند لیزر ND:YAG) و محیط های کنترل شده با گازهای خنثی مانند هلیوم استفاده کرد.
همچنین، به دلیل هدایت حرارتی بالا، تنظیم سرعت جوشکاری و توان لیزر برای جلوگیری از نفوذ ناکافی یا سوختگی سطحی ضروری است. تحقیقات نشان داده اند که استفاده از لیزرهای فیبری با فرکانس پالس بالا می تواند کیفیت جوش منیزیم را به طور قابل توجهی بهبود بخشد.
7. جوش لیزری زیرکونیوم و آلیاژهای آن
زیرکونیوم به دلیل مقاومت عالی در برابر خوردگی و سازگاری زیستی، در صنایع هسته ای و پزشکی استفاده می شود. اصول جوش لیزری برای زیرکونیوم مشابه تیتانیوم است، اما به دلیل هدایت حرارتی پایینتر، تمرکز بیشتری بر کنترل حرارت ورودی نیاز دارد.
این فلز در معرض جذب گازهای اکسیژن و نیتروژن است که می تواند باعث تردی شود، بنابراین جوشکاری باید در محیط های کاملاً کنترل شده مانند محفظه های خلأ یا با گازهای خنثی انجام شود. لیزرهای دیسکی با توان بالا گزینه مناسبی برای جوشکاری زیرکونیوم هستند، زیرا امکان نفوذ یکنواخت با حداقل انحنا را فراهم می کنند. همچنین، استفاده از تکنیک های جوشکاری با پرتو متغیر می تواند به بهبود کیفیت جوش کمک کند.
پارامترهای مؤثر بر جوش لیزری
برای دستیابی به نتایج مطلوب، تنظیم و کنترل پارامترهای مختلف در این فرآیند ضروری است. در ادامه، پارامترهای مؤثر بر اصول جوش لیزری بهطور کامل توضیح داده میشود:
- توان لیزر
توان لیزر یکی از مهم ترین پارامترها در جوشکاری لیزری است که به طور مستقیم بر کیفیت و عمق نفوذ جوش تأثیر می گذارد. توان بالاتر باعث افزایش انرژی ورودی به منطقه جوش شده و عمق نفوذ بیشتری ایجاد می کند.
اما اگر توان بیش از حد باشد، ممکن است مشکلاتی مانند ترک، تخلخل و انحنا در جوش رخ دهد. تنظیم دقیق توان لیزر بر اساس ویژگی های مواد مانند ضریب جذب و ضخامت قطعه کار ضروری است.
- سرعت جوشکاری
سرعت جوشکاری تعیین می کند که پرتو لیزر چه مدت زمانی بر روی نقطه مشخصی از قطعه کار متمرکز باشد. سرعت های بالا می توانند باعث کاهش انرژی ورودی و نفوذ ناقص شوند، در حالی که سرعت های پایین ممکن است منجر به انحنا و تغییر شکل قطعه کار شوند. تنظیم مناسب سرعت جوشکاری برای دستیابی به کیفیت مطلوب ضروری است.
- تمرکز پرتو لیزر
تمرکز پرتو لیزر نقش کلیدی در ایجاد حوضچه مذاب و کیفیت جوش دارد. تنظیم دقیق نقطه تمرکز پرتو می تواند به توزیع یکنواخت انرژی و جلوگیری از مشکلاتی مانند ذوب ناقص یا تغییر شکل قطعه کمک کند.
- فرکانس پرتو لیزر
فرکانس پرتو لیزر به تعداد پالس های لیزر در واحد زمان اشاره دارد. فرکانس های بالاتر باعث تولید پالس های کوتاه تر و کاهش حرارت ورودی می شوند، در حالی که فرکانس های پایین تر انرژی بیشتری را در هر پالس منتقل می کنند. انتخاب فرکانس مناسب بر اساس نوع مواد و ضخامت قطعه کار اهمیت دارد.
- زاویه تابش
زاویه تابش پرتو لیزر می تواند بر کیفیت و ظاهر جوش تأثیرگذار باشد. زاویه مناسب باعث کاهش احتمال ایجاد ترک و بهبود استحکام اتصال می شود.
- گاز محافظ
استفاده از گاز محافظ مانند آرگون یا نیتروژن در جوشکاری لیزری می تواند از اکسیداسیون سطح جوش جلوگیری کرده و کیفیت نهایی را بهبود بخشد. فشار و نوع گاز محافظ باید بر اساس نوع مواد و شرایط محیطی تنظیم شود.
- ضخامت قطعه کار
ضخامت قطعه کار یکی دیگر از عوامل مؤثر بر تنظیم پارامترهای جوش لیزری است. مواد ضخیم تر نیاز به توان لیزر بالاتر و سرعت جوشکاری کمتر دارند تا انرژی کافی برای ایجاد حوضچه مذاب فراهم شود.
مزایا و محدودیت های جوش لیزری
مزایای جوش لیزری
جوشکاری لیزری به عنوان یک فناوری پیشرفته در صنعت، مزایای متعددی دارد که در ادامه بهطور کامل شرح داده می شود:
دقت بالا: یکی از بارزترین ویژگی های جوشکاری لیزری، توانایی جوشکاری دقیق در ابعاد میکرون است. این قابلیت باعث می شود این فناوری برای تولید قطعات کوچک و حساس، مانند تجهیزات پزشکی و میکروالکترونیک، ایده آل باشد.
سرعت بالا: سرعت اجرای جوشکاری با لیزر بسیار بیشتر از روش های سنتی است، بهویژه در مواردی که تولید انبوه و زمان بندی فشرده اهمیت دارد. این مزیت موجب کاهش هزینه های تولید و افزایش بازدهی می شود.
حداقل انحنا: به دلیل ماهیت متمرکز و کنترلشده پرتو لیزر، میزان انتقال حرارت به مناطق اطراف نقطه جوش به حداقل می رسد. این امر باعث کاهش تغییر شکل و انحنای قطعات می شود.
انعطاف پذیری بالا: جوشکاری لیزری توانایی جوش دادن مواد مختلف، از جمله فلزات گوناگون نظیر فولاد، آلومینیوم، مس و حتی فلزات غیر مشابه را دارد. این ویژگی برای صنایعی که نیاز به اتصال مواد متفاوت دارند، بسیار سودمند است.
قابلیت اتوماسیون: امکان تلفیق این فناوری با ربات های صنعتی و خطوط تولید خودکار یکی دیگر از مزایای آن است. این امر دقت و تکرارپذیری بالایی در تولید قطعات فراهم می کند.
محدودیت های جوش لیزری
در کنار مزایای متعدد، جوشکاری لیزری با محدودیت هایی همراه است که نیاز به توجه دارند:
هزینه بالای تجهیزات: دستگاه های جوش لیزری و تجهیزات جانبی مرتبط با آن هزینه بالایی دارند، که این موضوع ممکن است برای شرکت های کوچک تر چالش بر انگیز باشد.
نیاز به اپراتورهای متخصص: به کارگیری این فناوری نیاز به نیروی انسانی ماهر و آموزش دیده دارد. تنظیم دقیق پارامترها و مدیریت تجهیزات پیشرفته از جمله وظایفی است که اپراتورها باید به خوبی انجام دهند.
محدودیت در ضخامت برخی فلزات: برای فلزات با ضخامت بسیار زیاد، محدودیت هایی وجود دارد. در این موارد ممکن است نیاز به استفاده از روش های کمکی یا ترکیبی با سایر تکنیک های جوشکاری باشد.
حساسیت به شرایط محیطی: فرایند جوشکاری لیزری به عواملی نظیر تمیزی سطح و شرایط محیطی حساس است و وجود گرد و غبار یا آلودگی می تواند کیفیت جوش را کاهش دهد.
مصرف انرژی بالا: دستگاه های جوشکاری لیزری معمولاً نیاز به مصرف انرژی بالایی دارند که ممکن است در برخی موارد هزینه های عملیاتی را افزایش دهد.
چگونه کار میکند؟
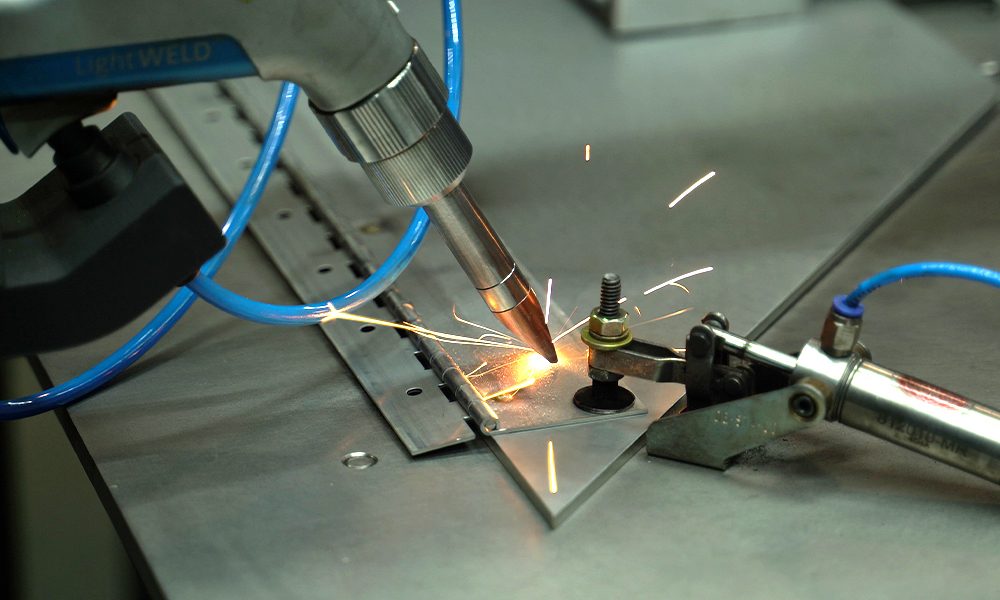
جوشکاری لیزری از پرتوهای لیزر متمرکز با تمرکز بالا برای گرم کردن سطح فلز تا حد ذوب شدن استفاده میکند. پس از اتصال قطعات، آنها برای خنک شدن و رسیدن به استحکام رها میشوند.
اطلاعات کاربر به صورت مرحله به مرحله در زیر آورده شده است.
۱. تولید پرتو: فرآیند جوشکاری با تولید پرتو لیزر پرقدرت آغاز میشود. انواع مختلف لیزر، مانند لیزرهای حالت جامد، لیزرهای گازی (مثلاً لیزرهای CO2) یا لیزرهای دیودی، بسته به الزامات کاربردی ممکن است مورد استفاده قرار گیرند.
۲. کانونی کردن پرتو: سپس پرتو لیزر با استفاده از آینهها و لنزها به نقطه کانونی هدایت میشود. گرمایش و ذوب کارآمد مواد تا حد زیادی به دقت نقطه کانونی و دما بستگی دارد.
۳. آمادهسازی مواد: قبل از شروع فرآیند جوشکاری، آمادهسازی مواد ضروری است. این شامل تمیز کردن، بستن و عملیات سطحی میشود.
۴. فرآیند جوشکاری: پرتوهای لیزر را روی سطح آماده شده ماده متمرکز کنید. نقطه هدایت شده سطح با گرمای متمرکز لیزر ذوب میشود.
۵. تشکیل جوش: مواد مذاب با هم ترکیب شده و یک اتصال محکم تشکیل میدهند. برای افزایش استحکام اتصال و پر کردن شکافها، میتوان از فیلترهای اضافی استفاده کرد.
۶. خنک شدن و انجماد: پس از اتمام جوشکاری، مواد مذاب به سرعت خنک و منجمد میشوند و پیوند محکمی بین سطوح متصل شده تشکیل میدهند. برای به حداقل رساندن اعوجاج، کنترل مناسب خنک شدن بسیار مهم است.
۷. بازرسی پس از جوشکاری: جوشکاری را از نظر کیفیت و یکپارچگی بررسی کنید. بسته به نوع جوشکاری، ممکن است فرآیندهای تکمیلی اضافی مانند سنگزنی، پرداخت یا پوششدهی مورد نیاز باشد.
نتیجه گیری
اصول جوش لیزری با ترکیب دقت، سرعت و کیفیت بالا، انقلابی در صنعت جوشکاری ایجاد کرده است. با درک پارامترهای مؤثر و انتخاب روش مناسب برای هر فلز، می توان به جوش های با کیفیت دست یافت. اگر به دنبال راه حلی کارآمد و مدرن برای اتصال فلزات هستید، جوش لیزری بهترین گزینه است. برای دریافت مشاوره تخصصی و خرید سیستم های جوش لیزری پیشرفته، با کارشناسان ما تماس بگیرید.








دیدگاهتان را بنویسید