
دلایل افت کیفیت جوش لیزری در طول زمان
پروژه های فلزی که سال ها دوام می آورند از اتصالاتی می آیند که زیر فشار زمان و استفاده خم به ابرو نمی آورند. جوشکاری لیزری با دقت بالای خود قول چنین نتایجی را می دهد اما گاهی اتصالات با گذشت ماه ها یا سال ها ترک می خورند و استحکام اولیه را از دست می دهند. صاحبان کارگاه ها و مهندسان هر روز با این واقعیت روبرو می شوند که یک جوش ناهموار نه تنها هزینه تعمیر می آورد بلکه کل پروژه را به خطر می اندازد و حس اطمینان را از بین می برد.
برای خرید دستگاه جوش لیزری با دقت حرفه ای یا خرید دستگاه لیزر زنگ زدایی همین حالا با کارشناسان دیبولیزر تماس بگیرید تا مدل مناسب پروژه هایتان را انتخاب و سفارش دهید.
عوامل حرارتی در کاهش استحکام جوش
دما در جوشکاری لیزری مانند شمشیری دو لبه عمل می کند. گرمای بیش از حد فلز را ذوب می کند اما اگر کنترل نشود ساختار کریستالی را تغییر می دهد و نقاط ضعیف ایجاد می کند که با خنک شدن سریع ظاهر می شوند. فلزات نازک تر سریع تر گرم می شوند و این ناهماهنگی باعث می شود جوش در برابر ارتعاشات روزمره حساس گردد.
در کارگاه های شلوغ جایی که قطعات پشت سر هم جوش می خورند دمای محیط هم نقش بازی می کند. هوای گرم تابستان یا جریان هوای نامناسب باعث نوسان دما می شود و جوش تازه را تحت فشار قرار می دهد. بعد از چند ماه استفاده اتصال نرم تر از حد انتظار می شود و زیر بار وزن ترک های میکروسکوپی باز می شوند. این اتفاق آرام رخ می دهد اما هزینه های ناگهانی تعمیر را به همراه می آورد.
مهندسانی که سال ها با فلز کار کرده اند می دانند حفظ دمای ثابت چقدر حیاتی است. بدون سیستم خنک کننده دقیق جوش لیزری به جای دوام ابدی فقط یک راه حل موقت می شود. فلزات آلیاژی خاص حتی حساس ترند و گرمای اضافی لایه های داخلی را سست می کند تا جایی که تست های فشار ساده آن را لو می دهد.
تأثیر آلودگی سطحی بر پایداری جوش
سطح قطعه قبل از جوشکاری باید کاملاً صاف و عاری از هرگونه آلودگی باشد. برای مبتدیان تصور کنید دستتان را با روغن چرب کنید و بعد سعی کنید دو تکه کاغذ را با چسب بچسبانید؛ چسب نمی گیرد و جدا می شود. همین اتفاق در جوش لیزری می افتد جایی که گرد و غبار کارخانه، روغن ماشین آلات یا حتی انگشت زدایی کوچک پرتو را منحرف می کند. فلز ذوب نمی شود به طور یکنواخت و جوش ناهموار می ماند با حفره هایی که جوهر فلز کامل پر نمی کند.
با گذشت زمان این نقاط ضعیف اکسید می شوند و جوش را از داخل می پوسانند درست مانند زنگ زدگی آهسته روی آهن خیس. در محیط های صنعتی گرد فلزی در هوا معلق است و روی قطعات تازه بریده می نشیند. حتی لایه نازک اکسید روی فولاد ضد زنگ مثل دیواری نامرئی عمل می کند و اتصال محکم را مانع می شود. جوش شکننده می ماند و ماه ها بعد زیر بار وزن یا ارتعاش ترک از همان نقطه شروع می شود و سریع گسترش می یابد. کارگران تازه کار اغلب این را نادیده می گیرند و بعد مجبور به بازکاری می شوند که زمان و مواد گران را هدر می دهد.
حالا روش های رفع آلودگی را قدم به قدم یاد بگیرید انگار اولین بار دستگاه را روشن کرده اید. اول قطعه را با برس نرم فلزی تمیز کنید تا ذرات درشت جدا شوند اما فشار ندهید تا سطح خراش نبیند. بعد از الکل ایزوپروپیل یا استون صنعتی استفاده کنید؛ این حلال ها روغن و چربی را بدون باقی گذاشتن رطوبت حل می کنند. پارچه بدون پرز بردارید و سطح را بکشید تا برق بزند.
اگر آلودگی سنگین است اول با صابون ملایم و آب گرم بشویید سپس کامل خشک کنید با هوای فشرده. برای اکسیدهای مقاوم محلول اسیدی ملایم مثل سرکه رقیق شده به کار ببرید اما بلافاصله آبکشی کنید و خشک نمایید. همیشه در جهت طول قطعه تمیز کنید نه دایره ای تا خطوط میکرو ایجاد نشود. بعد از تمیزکاری دستکش بپوشید تا انگشت تان لمس نکند و ظرف ۱۰ دقیقه جوش بزنید تا آلودگی برنگردد.
تنظیم دقیق توان لیزر برای جوش پایدار
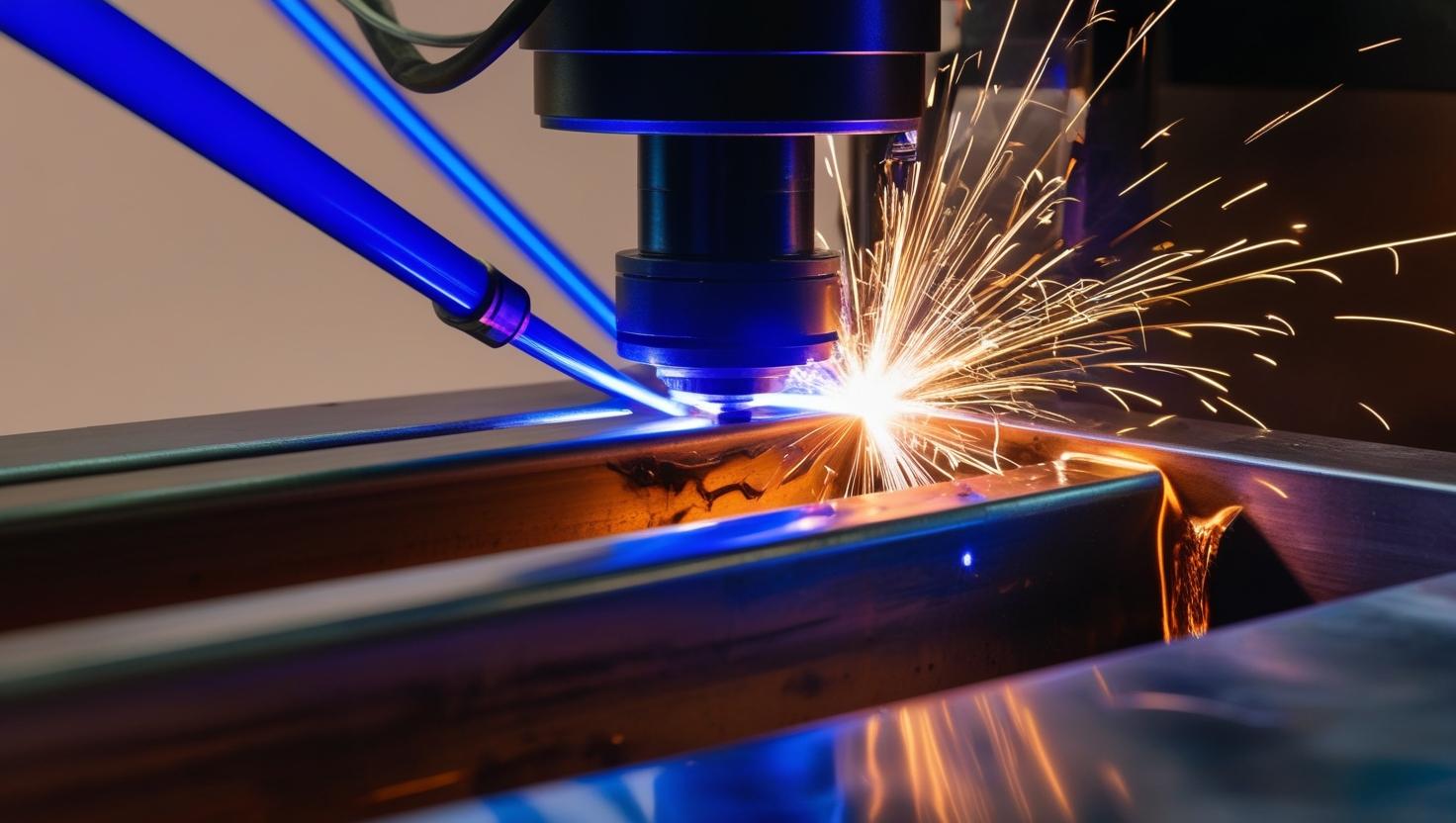
توان لیزر قلب فرآیند است و تنظیم غلط آن مانند رانندگی با سرعت نامناسب عمل می کند. توان کم جوهر را سطحی نگه می دارد و جوش نازک می ماند در حالی که توان زیاد فلز را می سوزاند و حباب های گازی ایجاد می کند. این حباب ها با انقباض فلز ترک می زنند و بعد از مدتی جوش را از هم می پاشند.
خطاهای رایج در تنظیم توان و پیامدهای آن
اپراتورها اغلب توان را بر اساس تجربه حدس می زنند اما ضخامت فلز یا نوع آلیاژ تغییر می کند و تنظیمات قدیمی کارایی خود را از دست می دهند. در پروژه های بزرگ این خطا انباشته می شود و کل سری قطعات ضعیف می ماند. زمان می گذرد و ارتعاش ماشین آلات یا تغییرات دما این ضعف را آشکار می کند.
حالا نحوه تنظیم دقیق توان را قدم به قدم یاد بگیرید انگار دستگاه جلوی شماست و اولین تست را می زنید. اول ضخامت فلز را اندازه بگیرید؛ برای ورق ۱ میلی متر توان را روی ۱۰۰۰ وات شروع کنید و سرعت جوش را ۵۰۰ میلی متر در دقیقه بگذارید. نمایشگر دستگاه را چک کنید و یک تست کوچک روی ضایعات بزنید؛ اگر جوش سفید و صاف شد خوب است اما اگر تیره یا حباب دار بود توان را ۱۰ درصد کم یا زیاد کنید.
نوع فلز را در نظر بگیرید؛ فولاد کربنی توان پایین تری می خواهد تا نسوزد در حالی که آلومینیوم توان بالاتر نیاز دارد چون رسانایی حرارتی اش زیاد است. گاز محافظ را هم هماهنگ کنید؛ آرگون خالص برای فولاد توان را ثابت نگه می دارد. بعد از تست اولیه سرعت را تنظیم کنید؛ جوش عمیق بدون پهن شدن یعنی تعادل درست است.
اگر دستگاه سنسور توان دارد از حالت خودکار استفاده کنید که بر اساس بازخورد حرارتی تنظیم می شود. همیشه از پایین شروع کنید و ۵ تا ۱۰ درصد افزایش دهید تا بهترین نقطه را پیدا کنید. این روش حس تسلط می دهد و جوش هایی می سازد که عمق و استحکام ایده آل دارند.
تنظیم دقیق توان بر اساس تست های اولیه ضروری است. دستگاه هایی با نمایشگرهای هوشمند اجازه می دهند پارامترها را لحظه به لحظه تغییر دهید تا جوش همیشه بهینه باشد. این دقت حس کنترل را به اپراتور می دهد و نتایج را قابل پیش بینی می کند بدون اینکه هر بار آزمون و خطا کنید.
فرسودگی قطعات دستگاه و کیفیت جوش
لنز و نازل دستگاه جوش لیزری مانند چشم و دهان ابزار هستند و فرسودگی شان پرتو را کج و کوله می کند. با استفاده روزانه لایه های نازک می پوسند و تمرکز لیزر را از دست می دهند که جوش را پهن و ضعیف می سازد. بعد از صدها ساعت کار این تغییرات کوچک انباشته می شود و کیفیت افت می کند.
نازل های کثیف گاز محافظ را نامنظم پخش می کنند و اکسیژن هوا به جوش نفوذ می کند که اکسیداسیون را تسریع می بخشد. لنزهای خش دار پرتو را پراکنده می کنند و عمق جوش کم می شود. کارگاه هایی که نگهداری را نادیده می گیرند زودتر با تعمیرات گران روبرو می شوند.

تعویض منظم قطعات جانبی کلید است و برنامه ای ساده آن را آسان می کند. هر ۲۰۰ ساعت کار نازل را چک کنید؛ اگر سوراخ ها گشاد شده یا داخلش کثیف است فوراً عوض کنید و از مدل های سرامیکی استفاده نمایید که حرارت را بهتر تحمل می کنند و گاز را یکنواخت پخش می کنند. لنز را با پارچه میکروفیبر و الکل تمیز نگه دارید و هر ۵۰۰ ساعت با لنز جدید جایگزین کنید؛ انواع کوارتزی ضد خش انتخاب کنید که پرتو را بدون انحراف هدایت می کنند.
روتین نگهداری هفتگی برقرار کنید: دستگاه را خاموش کنید، قطعات را جدا نمایید، با هوای فشرده گرد را بزدایید و روغن کاری نقاط متحرک را فراموش نکنید. کیت های کامل قطعات یدکی بخرید تا توقف کار نداشته باشید. نازل های با کیفیت تر عمر طولانی تری دارند و لنزهای ضد خش پرتو را تیز نگه می دارند. این مراقبت ساده جوش هایی می سازد که سال ها بدون تغییر می مانند، هزینه ها را کم می کند و کارگاه را همیشه آماده نگه می دارد.
جمع بندی
دلایل افت کیفیت جوش لیزری اغلب از کنترل نشدن جزئیات کوچک ناشی می شود اما با ابزارهای درست اتصالاتی ساخته می شود که زمان را به چالش می کشند. حفظ دوام یعنی سرمایه گذاری روی دستگاهی که فکر می کند و تنظیم می شود تا هر جوش عالی باشد. این رویکرد کارگاه را به سطح حرفه ای می رساند و حس رضایت از نتایج ماندگار را به ارمغان می آورد.










دیدگاهتان را بنویسید