
بهترین مواد برای جوشکاری لیزری: فلزات و آلیاژهای مناسب
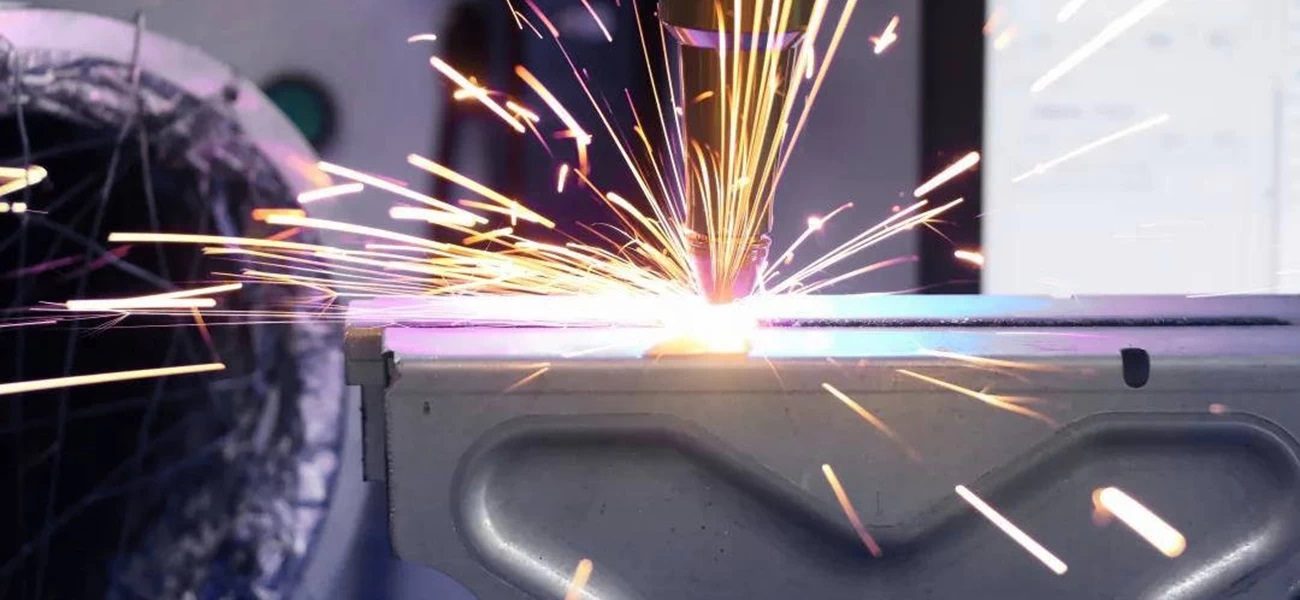
جوشکاری لیزری، با قدرت تمرکز بر جزئیات در مقیاس میکروسکوپی، دنیای مهندسی را وارد عصری از دقت و کارایی بی سابقه کرده است. اما کلید موفقیت در این فرآیند پیشرفته، انتخاب بهترین مواد برای جوشکاری لیزری است که بتوانند با توان لیزر هم خوانی کامل داشته باشند. فلزات و آلیاژهای خاص، با ویژگی های منحصر به فرد خود، نقش محوری در دستیابی به اتصالاتی بی نقص و ماندگار ایفا می کنند.
برای رفع نیازهای جوشکاری خود، دستگاه جوش لیزری دستی ، دستگاه جوش لیزری سه کاره و دستگاه جوش لیزری پرتابل، انتخابی ایده آل هستند. این دستگاه ها با فناوری پیشرفته، کاربری آسان و عملکرد فوق العاده، تمامی انتظارات شما را برآورده می کنند. با تهیه این محصولات، کیفیت و سرعت کار خود را به سطحی بالاتر ارتقا دهید. همین حالا با ما تماس بگیرید و دستگاه مورد نظر خود را سفارش دهید!
چگونه مواد مناسب جوشکاری لیزری کیفیت نهایی را تضمین می کنند؟
انتخاب بهترین مواد برای جوشکاری لیزری نقش کلیدی در کیفیت نهایی جوش دارد. فلزات و آلیاژهایی که بازتابندگی کم، هدایت حرارتی مناسب و سازگاری متالورژیکی دارند، بهترین گزینه ها برای این فرآیند هستند. در این مقاله، به بررسی بهترین مواد برای جوشکاری لیزری می پردازیم و ویژگی های هر کدام را تحلیل می کنیم.
1. فولادهای کربنی و کم آلیاژ: از بهترین مواد برای جوشکاری لیزری
فولادهای کربنی و کم آلیاژ به دلیل هزینه پایین و قابلیت جوش پذیری عالی، جزء بهترین مواد برای جوشکاری لیزری محسوب می شوند. این مواد به راحتی با لیزرهای فیبری و دیاکسید کربن (CO₂) جوش داده می شوند.
ویژگی های مطلوب فولادها برای جوشکاری لیزری
- هدایت حرارتی متعادل: از ذوب ناهمگون جلوگیری می کند.
- انقباض کم: کاهش انحنا و ترک خوردگی پس از جوشکاری.
- سازگاری شیمیایی: عدم تشکیل فازهای ترد در منطقه جوش.
2. فولادهای ضدزنگ (استنلس استیل): گزینه ایده آل برای جوشکاری لیزری
فولادهای ضدزنگ به دلیل مقاومت به خوردگی و استحکام بالا، از بهترین مواد برای جوشکاری لیزری هستند. این گروه شامل سری های آستنیتی (مانند 304 و 316) و مارتنزیتی (مانند 410 و 420) می شود.
مزایای جوشکاری لیزری استنلس استیل
- کمترین ناحیه متأثر از حرارت (HAZ): کاهش تغییرات ساختاری نامطلوب.
- جوش های بدون تخلخل: کیفیت بالای اتصال.
- سرعت بالا: کاهش زمان تولید.
تحقیقات نشان داده که استفاده از لیزرهای پالسی برای جوشکاری استنلس استیل، تخلخل را تا 70% کاهش می دهد.
3. آلومینیوم و آلیاژهای آن: چالش ها و راهکارها
آلومینیوم و آلیاژهای آن به دلیل هدایت حرارتی بالا و بازتابندگی سطحی، چالش هایی در جوشکاری لیزری ایجاد می کنند. با این حال، با تنظیم پارامترهای مناسب، این مواد نیز می توانند در فهرست بهترین مواد برای جوشکاری لیزری قرار بگیرند.
نکات کلیدی در جوشکاری لیزری آلومینیوم
- استفاده از لیزرهای با توان بالا: جبران بازتابندگی سطح.
- پیش گرمایش: کاهش تنشهای حرارتی.
- محافظت گازی مناسب: جلوگیری از اکسیداسیون.
4. تیتانیوم و آلیاژهای تیتانیوم: مواد پیشرفته برای جوشکاری لیزری
تیتانیوم و آلیاژهای آن به دلیل نسبت استحکام به وزن بالا و مقاومت به خوردگی، در صنایع هوافضا و پزشکی کاربرد دارند. این مواد نیز جزء بهترین مواد برای جوشکاری لیزری محسوب می شوند.
ویژگی های جوشکاری لیزری تیتانیوم
حساسیت به اکسیداسیون: نیاز به محیط های خنثی مانند آرگون.
ساختار ریزدانه: افزایش استحکام جوش.
کمترین انحنا: مناسب برای قطعات حساس.
5. نیکل و سوپر آلیاژهای پایه نیکل: برای کاربردهای دما بالا
سوپر آلیاژهای پایه نیکل به دلیل مقاومت در برابر دما و خوردگی، در موتورهای جت و توربین ها استفاده می شوند. این مواد نیز از بهترین مواد برای جوشکاری لیزری در شرایط سخت هستند.
مزایای جوشکاری لیزری سوپر آلیاژها
کاهش ترک: کنترل پارامترهای حرارتی.
بازدهی بالا: مناسب برای تولید انبوه.
کیفیت یکنواخت جوش: کاهش نیاز به پرداخت.
بررسی ها نشان می دهد که استفاده از لیزرهای دیسکی برای این آلیاژها نتایج بهتری دارد.
6. مس و آلیاژهای مس: نیاز به تکنیک های ویژه
مس به دلیل هدایت حرارتی و الکتریکی بسیار بالا، در صنایع الکترونیک کاربرد دارد. اما بازتابندگی بالا، آن را به یکی از چالش برانگیز ترین مواد برای جوشکاری لیزری تبدیل کرده است. با این حال، با تکنیک های پیشرفته، مس نیز می تواند در لیست بهترین مواد برای جوشکاری لیزری قرار گیرد.
راهکارهای جوشکاری موفق مس
لیزرهای سبز (طول موج 515 نانومتر): جذب بهتر انرژی.
پوشش های جاذب: کاهش بازتابندگی.
پالس های کوتاه: کنترل ناحیه ذوب.
آلیاژهای مانند برنج و برنز به دلیل کاهش بازتابندگی، گزینه های بهتری نسبت به مس خالص هستند.
نکات کلیدی برای جوشکاری لیزری بهتر: بهبود کیفیت و کارایی
جوشکاری لیزری یک فرآیند پیشرفته است که برای دستیابی به نتایج مطلوب، نیازمند رعایت اصول و پارامترهای دقیق است. در این بخش، مهم ترین نکات برای جوشکاری بهتر با تمرکز بر جوشکاری لیزری فلزات و آلیاژها را بررسی می کنیم. این راهکارها به شما کمک می کنند تا از عیوب رایج جلوگیری کرده و جوش هایی با استحکام و ظاهر مطلوب تولید کنید.
انتخاب صحیح مواد: پایه اصلی جوشکاری بهتر
یکی از اولین نکات برای جوشکاری بهتر، انتخاب مواد مناسب است. همانطور که در بالا اشاره شد، بهترین مواد برای جوشکاری لیزری شامل فولادهای کم آلیاژ، استنلس استیل، آلومینیوم، تیتانیوم و سوپرآلیاژهای نیکل هستند.
- از مواد با ناخالصی کم استفاده کنید (مثلاً آلومینیوم با خلوص بالا برای کاهش تخلخل).
- ترکیب شیمیایی مواد را بررسی کنید.

تنظیم پارامترهای لیزر: قدرت، سرعت و فرکانس
تنظیم نادرست پارامترهای لیزر منجر به جوش های ضعیف، ترک خوردگی یا ذوب ناقص می شود. برای جوشکاری بهتر، این موارد را در نظر بگیرید:
- توان لیزر:
- برای مواد با هدایت حرارتی بالا (مانند مس) از توان بالاتر استفاده کنید.
- برای فولادهای نازک، توان متوسط (1 تا 3 کیلووات) کافی است.
- سرعت جوشکاری:
سرعت زیاد = جوش ناقص.
سرعت کم =ناحیه HAZ بزرگ و انحنا.
- فرکانس پالس (در لیزرهای پالسی):
برای فلزات بازتابنده مانند مس، فرکانس های بالاتر (500-1000 هرتز) مؤثرتر است.
استفاده از گاز محافظ مناسب
گاز محافظ از اکسیداسیون و آلودگی منطقه جوش جلوگیری می کند. برای جوشکاری بهتر:
- آرگون (Ar): برای تیتانیوم و آلیاژهای حساس به اکسیداسیون.
- هلیوم (He): برای جوشکاری عمیق در آلومینیوم و مس (هدایت حرارتی بالاتر).
- مخلوط آرگون + هلیوم: تعادل بین پاکسازی و نفوذ جوش.
- نرخ جریان گاز: معمولاً 10-20 لیتر بر دقیقه (جریان زیاد باعث تلاطم و تخلخل می شود).
آماده سازی سطح: تمیزکاری و پرداخت
وجود آلودگی (روغن، اکسید، گرد و غبار) باعث تخلخل و ناپایداری جوش می شود. برای جوشکاری بهتر:
- سطح را با حلال های صنعتی (مانند استون) تمیز کنید.
- برای فلزات اکسید شونده (آلومینیوم، مس) از برس استیل یا سندبلاست استفاده کنید.
- در برخی موارد، پوشش های جاذب لیزر (مانند گرافیت) روی مس اعمال می شود.
کنترل ناحیه متأثر از حرارت (HAZ)
- HAZ بزرگ باعث کاهش استحکام و تغییر شکل می شود. برای جوشکاری بهتر:
- از پیش گرمایش کنترل شده استفاده کنید (مخصوصاً برای فولادهای پر کربن و چدن).
- خنک کاری پلاسمایی یا هوای فشرده برای کاهش تنش های حرارتی.
- در آلیاژهای حساس (مثل اینکونل)، از عملیات حرارتی پس از جوش استفاده کنید.
طراحی اتصال و فیت آپ دقیق
فاصله نامناسب بین قطعات منجر به جوش ناقص می شود. برای جوشکاری بهتر:
- لبه های اتصال باید کاملاً تراز و بدون فاصله باشند (ماکزیمم فاصله مجاز: 10% ضخامت قطعه).
- در جوشکاری لب به لب، شیار V یا U شکل نفوذ را بهبود می بخشد.
- برای ورق های نازک، از جوشکاری لیپ استفاده کنید.
نظارت و کنترل کیفیت جوش
- بررسی مداوم پارامترها و کیفیت جوش از نکات اساسی برای جوشکاری بهتر است.
- از سیستم های بینایی ماشین برای ردیابی مسیر جوش استفاده کنید.
- تست های غیرمخرب مانند رادیوگرافی و التراسونیک برای شناسایی ترک و تخلخل.
- آنالیز متالورژیکی منطقه جوش برای بررسی ریزساختار.
استفاده از تکنولوژی های پیشرفته جوشکاری لیزری
- لیزرهای فیبری: کیفیت بالاتر برای فلزات بازتابنده.
- لیزرهای سبز (515 نانومتر): جذب بهتر در مس و طلا.
- لیزرهای هیبریدی (لیزر + قوس الکتریکی): افزایش سرعت و نفوذ.
| نوع لیزر | بهترین برای | مزایای کلیدی | محدودیتها |
|---|---|---|---|
| لیزر فیبر | فلزات (نازک و ضخیم)، خودرو، هوافضا | سرعت بالا، راندمان بالا، نفوذ عمیق | مواد بازتابنده نیاز به رسیدگی ویژه دارند |
| لیزر CO₂ | غیرفلزات، پلاستیکها، ورقهای نازک فلزی | جوشهای صاف، هزینه کمتر | راندمان پایینتر، نگهداری بالا |
| لیزر هیبریدی | صنایع سنگین، قطعات بزرگ | مقاوم در برابر شکاف، نفوذ عمیق | راهاندازی پیچیده، نیاز به کنترل تخصصی |
| لیزر فوق سریع | جوشکاری میکرو، مواد حساس | فوق العاده دقیق، بدون HAZ | هزینه بالا، کندی برای قطعات بزرگ |
مواد مناسب برای جوشکاری لیزری
مقدمه
جوشکاری لیزری به دلیل دقت، سرعت و تطبیقپذیری فوقالعاده، گزینهای محبوب در صنایع مختلف از جمله الکترونیک، خودرو، هوافضا و پزشکی است. اما هر مادهای برای جوشکاری لیزری مناسب نیست. برای دستیابی به عملکرد جوشکاری ایدهآل، جلوگیری از نقص و افزایش تولید، درک اینکه کدام مواد بهترین واکنش را نشان میدهند و چرا، بسیار مهم است.
این راهنما موارد زیر را پوشش میدهد:
- انواع موادی که برای جوشکاری لیزری مناسبترند.
- چگونه جوش میدهند.
- توجه ویژه به هر گروه مواد
- چند نکته برای افزایش جوش پذیری
۱. فلزات مناسب برای جوشکاری لیزری
فولاد کربنی (فولادهای نرم و کم آلیاژ)
- جوش پذیری عالی هنگام استفاده از لیزرهای فیبری.
- نفوذ عمیق با نقصهای کم امکانپذیر است.
- ایدهآل برای کاربردهای عمومی تولیدی، سازهای و خودرو.
ملاحظات:
- برای جلوگیری از ترک خوردن، ممکن است لازم باشد بخشهای ضخیمتر یا انواع پرکربن از قبل گرم شوند.
فولاد ضد زنگ (آستنیتی، فریتی، مارتنزیتی)
- جذب بالا منجر به جوش پذیری عالی با لیزر می شود.
- جوشهای محکمی ایجاد میکند که در برابر خوردگی مقاوم هستند.
- به طور گسترده در بخشهای غذایی، شیمیایی، پزشکی و معماری مورد استفاده قرار میگیرد.
ملاحظات:
- یک گاز محافظ مناسب، مانند نیتروژن یا آرگون، برای جلوگیری از تخلخل و اکسیداسیون ضروری است.
آلومینیوم و آلیاژهای آلومینیوم
- جوشپذیری متوسط (جذب اولیه پرتو کمتر به دلیل افزایش بازتابندگی).
- لیزرهای فیبری قادر به جوشکاری مواد نازک تا نسبتاً ضخیم با راندمان بالا هستند.
- به طور گسترده در الکترونیک، هواپیما و خودرو (سازههای سبک) مورد استفاده قرار میگیرد.
ملاحظات:
- برای بازتابندگی و رسانایی گرمایی بالا، توان بالاتر و کنترل پرتو مورد نیاز است.
- انتخاب گاز محافظ باید با دقت بررسی شود.
تیتانیوم و آلیاژهای تیتانیوم
- جوش پذیری برتر.
- اتصالاتی ایجاد میکند که بسیار محکم، مقاوم در برابر خوردگی و تمیز هستند.
- اغلب در صنایع نظامی، ایمپلنتهای پزشکی و هوافضا استفاده میشود.
ملاحظات:
- برای جلوگیری از آلودگی و خرابی، به محافظ گاز بیاثر نیاز دارد.
نیکل و آلیاژهای نیکل (اینکونل، مونل)
- نفوذ عمیق و جوش پذیری خوب.
- خواص مکانیکی خود را پس از جوشکاری حفظ میکند.
- در تولید برق، فرآوری شیمیایی و هوافضا مورد استفاده قرار میگیرد.
ملاحظات:
- برای جلوگیری از ترک خوردگی، کنترل دقیق ورودی گرما ضروری است.
مس و آلیاژهای مس (برنج، برنز)
- به دلیل بازتاب زیاد، به طور سنتی دشوار است.
- جوشکاری مس اکنون به لطف لیزرهای فیبری پرقدرت یا لیزرهای سبز و آبی امکانپذیر شده است.
- برای مبدلهای حرارتی، اتصالات الکتریکی و باتریهای خودروهای برقی حیاتی است.
ملاحظات:
- به طول موجهای لیزر خاص یا توان اوج بسیار بالا نیاز دارد.
۲. مواد غیرفلزی مناسب برای جوشکاری لیزری
پلاستیکها (ترموپلاستیکها)
- پلیمرهای شفاف و جاذب در جوشکاری عبوری لیزری استفاده میشوند.
- اتصالات جوش دقیق و تمیز و عاری از بست یا چسب.
- اغلب در کالاهای مصرفی، تجهیزات پزشکی و فضای داخلی خودرو یافت میشود.
ملاحظات:
- مواد باید علاوه بر ملاحظات دیگر، شفاف در برابر لیزر باشند یا طول موج لیزر را جذب کنند.
- برای تضمین تماس نزدیک، بستن مناسب لازم است.
شیشه و سرامیک
- لیزرهای فوق سریع امکان جوشکاری مواد شکننده را بدون ترک خوردگی فراهم میکنند.
- در کاربردهای تخصصی، الکترونیک و اپتیک مورد استفاده قرار میگیرد.
ملاحظات:
- برای دقت بالا، به لیزرهای فمتوثانیه نیاز است.
- انعطافپذیری محدود در طراحی اتصالات.
۳. عواملی که بر جوشپذیری تأثیر میگذارند
- رسانایی حرارتی و ضخامت ماده: برای فلزات با رسانایی بالا، سرعت جوشکاری بالاتر و توان بیشتری مورد نیاز است.
- بازتابپذیری: برای مواد بازتابنده مانند مس و آلومینیوم، ممکن است به منابع لیزر ویژه یا اصلاح پرتو نیاز باشد.
- ضریب جذب طول موج لیزر: راندمان ذوب و جذب انرژی اولیه را تعیین میکند.
- الزامات حفاظتی: برای جلوگیری از اکسیداسیون، مواد واکنشپذیر مانند تیتانیوم و فولاد ضد زنگ به گازهای محافظ بیاثر نیاز دارند.
- طراحی و مونتاژ اتصال: برای جوشکاری بیعیب و نقص، تلرانسهای دقیق و سطوح بیعیب و نقص بسیار مهم هستند.
نتیجه گیری
انتخاب بهترین مواد برای جوشکاری لیزری به پارامترهای متعددی مانند خواص فیزیکی، ترکیب شیمیایی و کاربرد نهایی بستگی دارد. فولادها، آلومینیوم، تیتانیوم، نیکل و مس هرکدام مزایا و چالش های خاص خود را دارند. با تنظیم پارامترهای جوشکاری و انتخاب لیزر مناسب، میتوان به جوش های باکیفیت و بادوام دست یافت. پیشرفت های اخیر در تکنولوژی لیزر، امکان استفاده از مواد متنوعتر را فراهم کرده است و این فناوری را به یکی از کارآمدترین روش های اتصال در صنعت تبدیل کرده است.









دیدگاهتان را بنویسید